

.jpg;width=70;height=70;mode=crop;format=webp)




The chuck jaws used in this turning operation were previously machined, but carried more weight and clamped with more pressure than necessary. Now, APG’s sister company uses 3D printed jaws more optimized to this process. Source (all images): Additive Manufacturing Media
When Alpha Precision Group (APG) of Ridgway, Pennsylvania, added its first metal 3D printer in 2018, its dual aims were to experiment with this technology as a means of iterating parts destined for metal injection molding (MIM) and to be able to create more durable workholding fixtures for CNC machining.
One of the first applications the company found for metal 3D printing has proven to be a valuable business opportunity, both for serving internal needs of its sister machining business and now, those of outside customers as well.



APG has developed a chuck jaw workholding assembly for turning cam gears that it now 3D prints as an alternative to a legacy solution. It has since patented the design and is currently offering 3D-printed chuck jaws for sale to external users as well.

APG’s sister company utilizes the 3D printed chuck jaws in a turning process on a DMG MORI lathe tended by a FANUC robot.
Lightweighting with Bound Metal Deposition
The original workholding solution for these cam gears consisted of legacy jaws machined from mild steel. While effective, the chuck jaws were heavier than they needed to be, weighing 2,100 grams in total. More clamping pressure was therefore needed to offset the potential reduction in clamp force due to centrifugal force created as the chuck and part spin during the turning operation. These conventional jaws often clamped the gear so tightly that it deformed the part and interrupted its circularity.
Using its first metal 3D printer, a Studio system for bound metal deposition (BMD) from Desktop Metal, APG embarked on a redesign aimed at lightweighting the chuck jaws.
Bound metal deposition applies polymer filament carrying metal powder to build up green metal forms, similar to any desktop fused filament fabrication (FFF) printer printing in polymer. To arrive at fully metal parts, however, the BMD prints must be debound and then sintered. Some shrinkage happens during this step which has to be accounted for in the design, similar to MIM. Bound metal deposition offers an accessible way of 3D printing in metals due to its lower cost and reduced safety concerns compared to other methods. It also provides more geometric freedom than machining, which was critical to this application.
APG was able to reduce the amount of material in the chuck jaws by using lattice structures inside the forms, and by bridging between features rather than building solid walls. This chuck jaw redesign resulted in a lighter workholding solution, allowing for clamping pressure to be reduced from 30 to 15 psi, mitigating the deformation challenge.

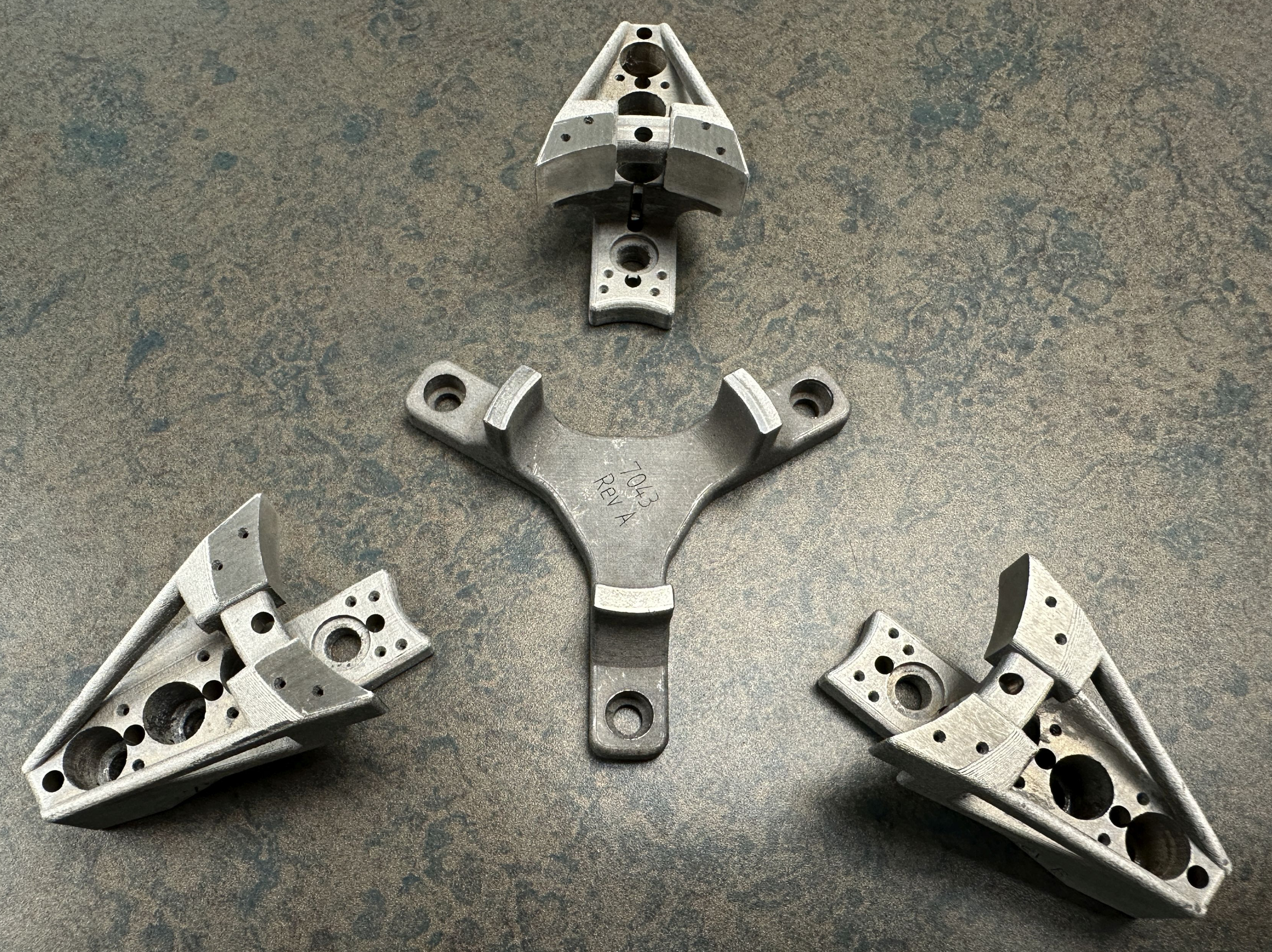
APG first 3D printed the chuck jaws using its Studio system from Desktop Metal (on the table to the right). The company was able to further optimize the design and produce the jaws more quickly by adapting them for production on the Dominant Moldjet system from Tritone Technologies (left).
Further Optimization with Moldjet
APG took this concept further when it acquired its Dominant 3D printer, a machine from Tritone Technologies that uses a proprietary 3D printing process called Moldjet. Rather than building the geometry directly, the Dominant machine 3D prints wax molds that are then filled with a metal paste material. Each layer is dried and inspected before the next mold is printed and construction continues. Following printing, the wax is melted away from the build before parts are removed from the machine to be sintered. The process is highly productive, with up to six build trays running at once inside the carousel system. Further, the process — with the mold that is built as the part is built — enables even more complex geometries than deposition-style 3D printing, which APG was able to leverage to develop an even more complex and efficient design.
APG iterated the chuck jaws again, this time optimizing them for manufacturing with Moldjet and further reducing the material used. The Moldjet version of the chuck jaws weigh just 492 grams, a weight reduction of nearly 77% compared to the original. This new design saves material in the manufacturing of the jaws, and actually aids productivity, because it allows the turning operation to run at a faster spindle speed.
Cycle time impact is not large for APG’s cam turning application, the company says, because the brief cut on this part makes acceleration and deceleration the more important factor. But a promise the company sees for customers of the chuck is higher sustained spindle speed without clamping force reduction.
The Moldjet-produced chuck jaws are 77% lighter than the original machined solution and prevent deformation on the part with reduced clamping pressure.
Learn more about how Alpha Precision Group uses BMD, Moldjet and binder jetting in tandem with conventional MIM and other technologies in this article.
See how the Moldjet process works and other applications APG is finding for this technology in this video, shot on-site at the company’s Ridgway facility.
More From This Author
.jpg)
Stephanie Hendrixson reports on 3D printing technology and applications as executive editor of Additive Manufacturing Media. She contributes to Additive Manufacturing magazine and The BuildUp newsletter, and appears on the AM Radio podcast and The Cool Parts Show. SUBSCRIBE HERE.








Related Content

The Value of Tool Monitoring on Rotary Transfer Machines
By using a tool monitoring system, shops can save costs associated with machine maintenance and downtime for tool changes while increasing cutting performance.
Read More
The Ins and Outs of Inserts
Understanding how inserts are made provides valuable insight into how their performance can be optimized.
Read More
Automation Breakthroughs Revolutionize Precision Machining for Complex Parts
Marubeni Citizen-Cincom delivers custom solutions for the world’s most demanding precision manufacturing needs.
Read More
Parting Off: The Case for Standardizing on Sawing
The value of rotary saw cutting for parting off operations could boil down to simple economics paired with process efficiency gains.
Read MoreRead Next

How Eaton Uses Metal 3D Printing
With the ability to address customer needs faster and iterate parts quickly, this metal 3D printing system is now standard within the workflow for both the engineering and toolroom teams.
Read More
Adding Additive Manufacturing to a CNC Machine Shop
With many types of metal and polymer 3D printing methods available, it might be difficult to identify the type that could be best implemented in your shop. Here is a rundown of these 3D printing processes along with how each can be used together effectively in a CNC machine shop.
Read More
3D Printing Creates a Window of Automation Opportunity
For this Omaha shop, periodic part inspection required an automated turning cell to pause production. Printing a plastic parts collection chute for delivery outside the cell solved this problem, and it turns out the shop has found 3D printing to be valuable in many other ways.
Read More