




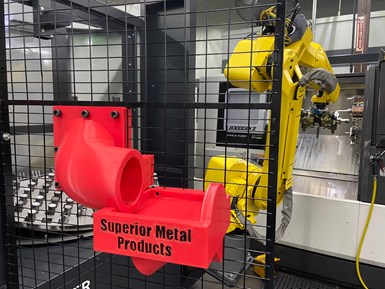
Manual part inspection at regular intervals caused this automated turning cell to pause production. 3D printing a parts collection chute for delivery outside the cell eliminated that problem. (All photos are courtesy of Superior Metal Products, except where noted.)
A year ago, I was able to visit Omaha’s Superior Metal Products to write a story about a complex, robotic cell in which a Doosan TW2600 twin-spindle turning center performed facing operations on a family of cast, ductile-iron pump components. In short, that cell featured an inbound conveyor feeding workpieces to a FANUC robot that loaded them into the machine, and then unloaded completed parts and placed them on a cart.
This was the shop’s second robotic machining cell. Its first, installed in 2018, features an Okuma LB3000 EXII turning center running unattended thanks to a LoadAssistant robotic loading and workpiece storage unit from Halter. This self-contained unit, which is installed just to the left-hand side of the machine’s door, features a FANUC robot and a two-sided, indexable table to hold material blanks and completed parts, respectively. Operators can safely access one-half of the table to remove completed parts and load new blanks while the robot manipulates material to serve the machine on the other half of the table.




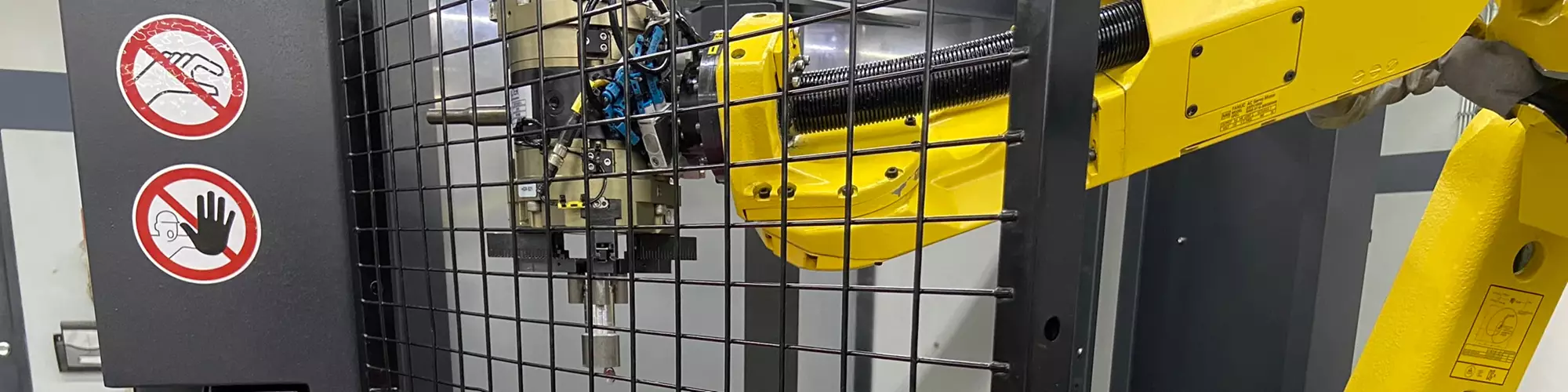
This photo, one I took before the parts collection chute was added, shows how the operator would have to enter the robot area to access a part to inspect.
Partial fencing separates the machine operator from the portion of the storage table that the robot can access. However, the area in front of the machine’s door is open to enable the operator to approach the machine when necessary. This is possible because the unit’s laser scanner can detect when the operator nears that area. It triggers the robot to slow when a person enters a defined outer floor space safety zone and stop if the person enters the defined inner zone closer to the machine and robot.
Over the years, this setup has enabled Superior Metal Products to realize a good bit of unattended machine operation. That said, requisite inspection of parts at defined intervals meant the operator had to enter the safety zones to access parts to measure, temporarily interrupting production. A clever, plastic parts collection chute printed on the shop’s desktop 3D printer and installed on the LoadAssistant fencing has solved that problem. The robot can now drop parts to be inspected down the chute where the operator can access them on a tray without entering the laser-scanned safety zones and without stopping production. In fact, this is only one example of how Superior Metal Products has used its 3D printer to make items that are not only useful on the shop floor but that are perhaps easier to create than traditional machining.
Printing as an Alternative to Machining
Superior Metal Products features a wealth of equipment in its 30,000-square-foot facility. This includes VMCs, HMCs and turning centers, as well as hobbing, broaching, grinding, lapping, welding and balancing equipment. The shop’s 3D plastic printer, a Lulzbot TAZ-6 desktop model, was purchased in late 2017.
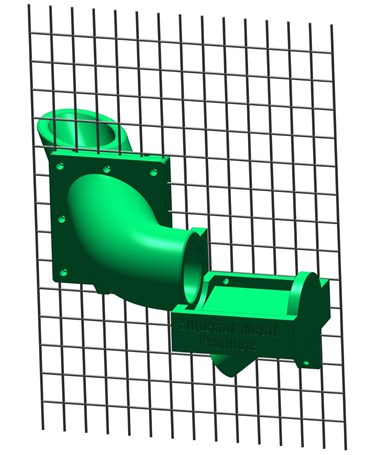
The first step to 3D printing is creating a CAD model of the part(s). Here is a model of the components that make up the parts collection chute.
Frank O’Connor, Superior Metal Products’ president, says that while he didn’t know exactly how the printer might help support the shop’s needs, the time felt right to purchase and experiment with it. Since then, the shop has printed a number of items that have proven valuable in supporting various machining and manufacturing processes in its facility.
“It’s amazing how many internal uses a typical machine shop can have for 3D-printed items, O’Connor says. “While it’s true that some items can be machined, producing them via 3D printing sometimes is the easier path to take.”
He explains that with 3D printing, he creates a CAD model of the part; sets a handful of print parameters, including temperature, percentage of infill (internal geometry) and wall thickness; presses “print”; and returns later to find a completed part on the printer’s build plate. With machining, he’d have to create a sketch or that same CAD model of the part; write a CNC program (by now, the 3D printer could be printing the part and he could be on to something else); find and saw material blanks; gather cutting tools and possibly workholding devices; set up the machine; and, finally, inspect the machined part. This consumes not only his time but that of a machine that could otherwise be running production parts.
“For one-offs or low-volume pieces that can safely and reliably function when made from printable materials, 3D printing is a nice option.” Frank O’Connor
“I’m not knocking machining. Machining is way cooler than 3D printing,” O’Connor jokes. “Besides, my livelihood relies on a demand for machined parts. But, for one-offs or low-volume pieces that can safely and reliably function when made from printable materials, 3D printing is a nice option.”
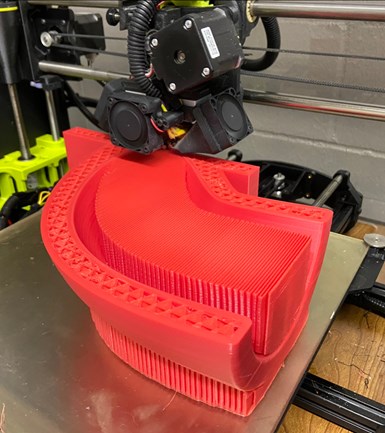
Here is the main portion of the parts chute midprint on a LulzBot 3D printer. Note the supports in the middle that are removed once the print is complete.
The part chute with collection tray for the automated Okuma cell is a good example. The chute’s entrance is located in the protected area (inside the fencing and laser-scanned zones) and its exit is outside that area. O’Connor says benefits not only include access to the part without pausing production and consistent adherence to inspection frequency, but also that the cell operator can be performing a task near the cell and quickly glance for part presence in the tray to know whether or not it is time to inspect a part.

A custom routine in the Halter LoadAssistant control takes conversational data to register part length and adjust the part drop point accordingly to ensure smooth chute entry.
O’Connor says the robot part-drop operation is a custom routine created via the LoadAssistant control. The operator simply adds the routine to the robot task list and then populates a registry value in the FANUC teach pendant to define the inspection drop frequency. When the registry count is met, the next finished part is placed in the chute, instead of being delivered to the LoadAssistant table. “The neat aspect about the custom routine is that it uses the Halter conversational data to register part length and adjusts the drop point accordingly to ensure smooth chute entry,” O’Connor says.
Other Print Examples
During my visit in 2019, I noticed a number of other helpful devices Superior Metal Products has designed and printed to support its various shop floor needs. Here are examples of one I saw as well as others that have recently been added.

3D-printed trays such as this one I photographed hold quick-change tools that are used on a twin-turret lathe in another automated machining cell in the shop. Trays rest on the lip of the machine enclosure for easy operator access. O’Connor says they also provide the cell tending team with a visual indicator as to which of the tools need inserts indexed or replaced while the cell is running. When the trays are on the cell’s worktable (outside the safety fence), tools with insert cutting edges pointing toward the machine are ready to be installed while those with cutting edges pointing away from the machine need inserts refreshed before the next changeout cycle.

Vise jaws like these can be 3D printed to accommodate semi-complex shapes. These were printed from polyethylene terephthalate glycol (PETG) material have a solid infill. They can withstand 50 ft.lbs. of vise tightening torque and were used for the milling, drilling boring and broaching operations for this particular part. O’Connor notes there were no signs of degradation by the end of the 25-piece run.

This modular storage system with trays and a common workstation racking concept is used to hold various inspection gages. Gage pins, thread gages, part-specific inspection devices and so on are kitted by quality control personnel and sent to the shop floor as part of job setup/release for production.








Related Content

Software Controls Chip Breaking in Thread Turning Operations
This cutting tool manufacturer has developed a software module for chip control of thread turning operations in virtually any CNC lathe, even for older machines, using specific tooling and software.
Read More
6 Tips for Training on a Swiss-Type Lathe
There are nuances to training a person to effectively operate a Swiss-type lathe. A shop I visited a while back offers some suggestions.
Read More
Keeping Watch on Small Parts
From watch parts to exotic medical applications, this shop takes on the world of micromachining.
Read More
CAM-Driven Lathe Questions
There can be hidden issues using legacy cam-driven lathes that can be overcome using new CNC technology. Here are three to keep in mind.
Read MoreRead Next

Interest in Robotic Automation for CNC Machine Shops Increasing
Have you considered how robots can be beneficial to your shop?
Read More
Additive Manufacturing Advances to Production
As additive manufacturing technology progresses and its use grows, it has become an accepted production process. Here are some applications for full production additive, and how the industry is achieving it.
Read More
Additive Manufacturing in the Turning Shop
Additive manufacturing will not be replacing turning operations any time soon, but the two processes can complement one another.
Read More