
Craftsman Cribsheet No.116: Twist Drills for Success
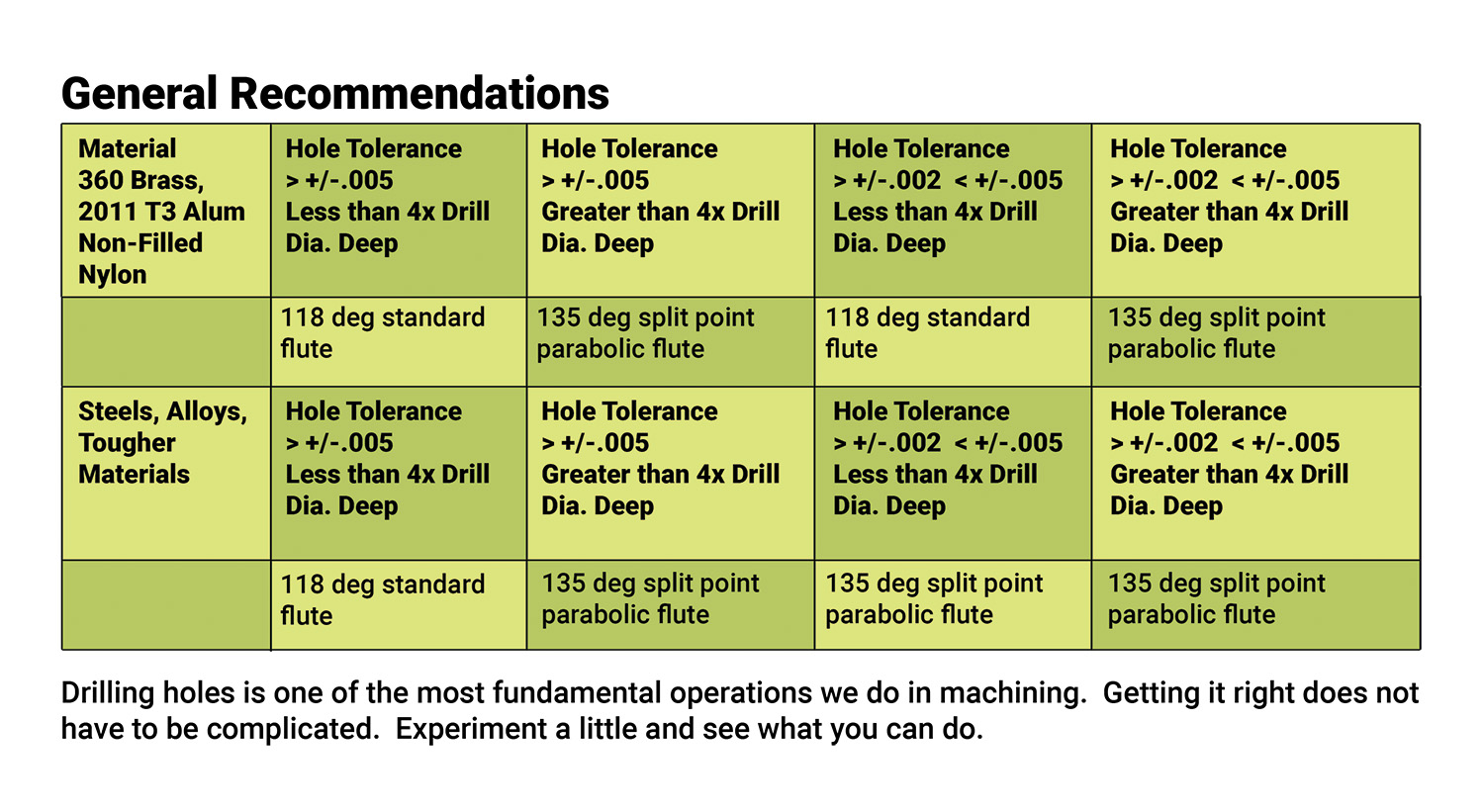
Drilling holes is one of the most fundamental operations we do in machining.


In today’s world, it seems that all information is tailored toward carbide drills. Carbide drills are great, but how many do you really use every day? Especially in our small-to-medium quantity job shops? It is likely that we use mostly standard HSS twist drills. It is not economical to buy expensive carbide drills for shorter-to-intermediate runs. The problem is that most of the available data and recommendations are tailored toward carbide drills. It is important that we still understand the basics of twist drills. How do you know when to use what type of drill? What is the geometry you want to have? What type of flute do you want to use?
In carbide drilling it is recommended to pilot instead of spot drilling. On the other hand, with standard twist drills it is generally recommended that we spot drill — following with angles that are greater than or equal to the last drill point. For instance, follow a 90-degree spot with a 118-degree drill. If you drill with a 135-degree parabolic, you can’t follow with a 118-standard drill — it will walk off center. This can be especially important for parts with multiple inner diameter dimensions, and using non-carbide drills.



When drilling in tougher materials (such as stainless, high-carbon steels and most alloys), multifaceted grinds help reduce the cutting forces at the tip and help to pull the chip. This is where parabolic drills shine. Today, almost all parabolic drills are made with split points enabling them to be self-centering. I have found it is better to spot drill even when using a split point drill. The parabolic drill enables chips to flow out of the hole rapidly while still permitting coolant to reach the tip.
If the hole is greater than 3 to 4 times the drill diameter, I would recommend pullouts. With HSS twist drills, pull all the way out of the hole to allow the coolant to flood the hole and remove chips. This will also enable the tip of the drill to cool before reentering the cut. On CNCs with modern G83 peck cycles, I like to pull out to .100” in front of the hole. There is a small dwell on the pullout of the peck cycle, but if you are drilling tough material it would be beneficial to increase the dwell. Write your own cycle-increasing dwell times. Also, you can get the optimum pullouts going 3.5X drill diameter first peck, 2X drill diameter on the second peck then about 1X drill diameter (1-1.5X diameter) on all pecks after the second peck. The deeper the drill goes the more difficult it is to remove chips and get coolant to the cutting tip.
It is not recommended to try to achieve tolerances less than ±0.002 without reaming or boring. Here are some recommendations for twist drills for different materials often machined in our shops. In the light metals and those having high thermal expansion, it is recommended to use standard drills because holes cut tight. See chart below.
About the Author

David Wynn
David Wynn, MBA, is the PMPA Technical Services Manager with over 20 years of experience in the areas of manufacturing, quality, ownership, IT and economics. Email: dwynn@pmpa.org — Website: pmpa.org.








Related Content

Craftsman Cribsheet No. 129: How to Beat the Heat
Shops tend to heat up in the summer. Here are some tips for staying cool in the warmer months.
Read More
Manufacturing Skills Training: Virginia Martinez and Laiken Carrillo
Roles of Women in Manufacturing Series: A precision machining career starts with skills. Virginia and Laiken share their journey and how they help prepare the next generation.
Read More
Cold-Drawn Steel Barstock: How It Is Manufactured, Benefits to Your Shop
Understanding the benefits provided by cold-drawn steel barstock can help you optimize the work you quote by maximizing benefits to your manufacturing process and customer.
Read More
Do You Have a Quoting Process?
The only way to have repeatable results is to have a process.
Read MoreRead Next

Do You Have Single Points of Failure?
Plans need to be in place before a catastrophic event occurs.
Read More
5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More