
When to Vacuum Impregnate Castings
Vacuum impregnation is an effective way to address the potential problems caused by porosity in castings, but it must be performed at the correct stage of the production process.

Figure 1: Porosity in castings is any void found in the metal. Three types of porosity can be found in castings: blind (highlighted in blue), through (highlighted in red) and fully enclosed (highlighted in green).
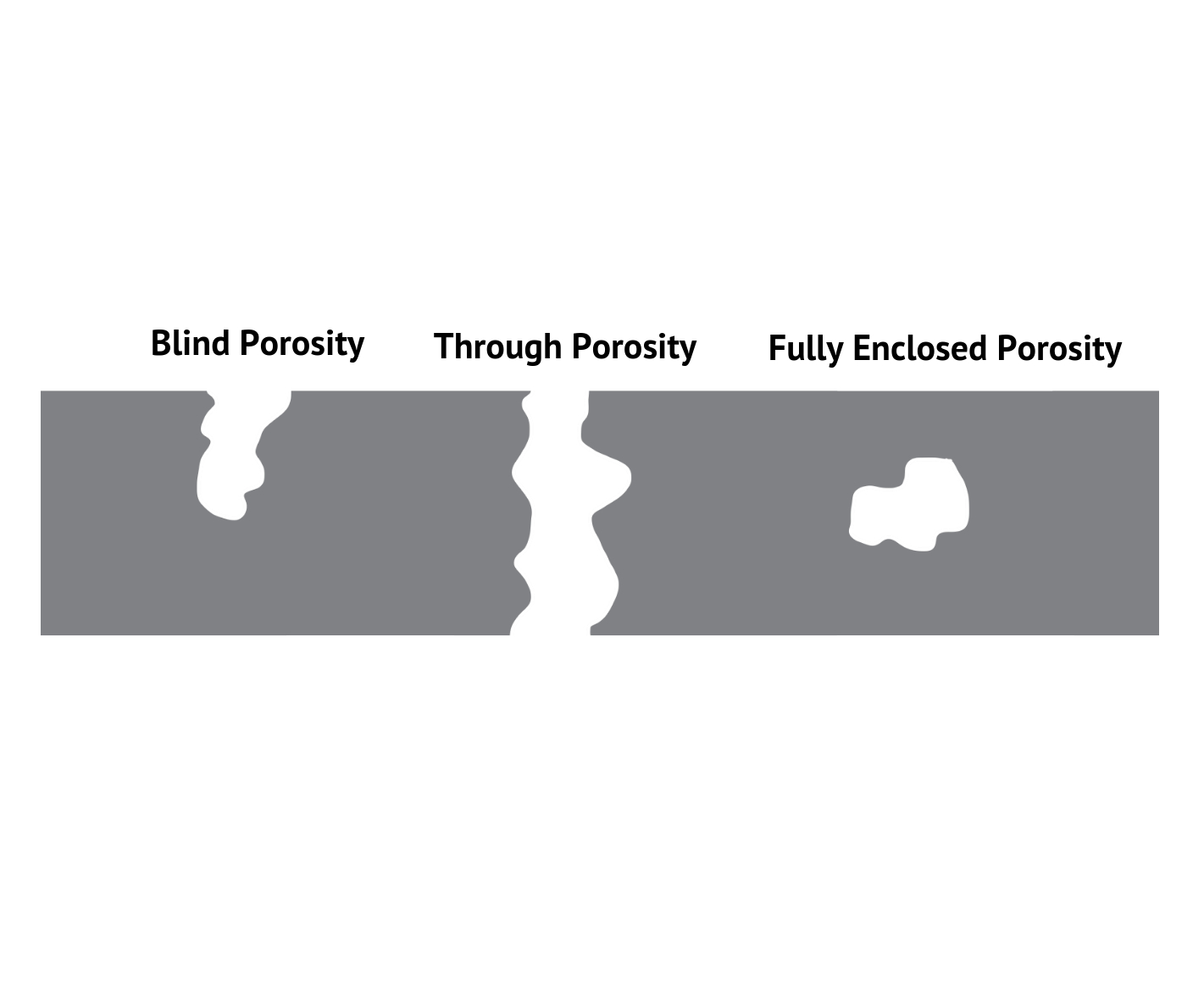
Figure 2: Blind porosity, which is open on one side of the casting surface, can cause internal corrosion and defects on the part surface during secondary treatments. Through porosity, which is open on both sides, creates a leak path that enables gas and liquids to escape out of the part.

Figure 3: Machining can affect the porosity of a casting. Blind porosity can be opened to form through porosity, and fully enclosed porosity can be exposed to become either blind or through porosity.

Figure 4: Vacuum impregnation is an effective way of sealing porosity so that it does not cause surface damage or allow gasses and fluids to leak out of the part. Because removing metal from the surface of the part can open or expose porosity, performing this process after machining ensures that all porosity is sealed.


Foundries produce die castings for a range of applications, some of which require the parts to hold pressurized fluids or gasses. Internal porosity can enable these fluids or gasses to leak out of the part and cause internal corrosion or surface defects. Vacuum impregnation is a proven process that seals internal porosity without impacting any of the part’s other features. It can be performed either before or after the die casting has been machined, but companies often struggle to decide when in the production process to perform this process. To answer this question, it is helpful to understand different types of porosity that occur in die castings.
Types of Porosity
While some refer to porosity as a defect, it occurs naturally and is found in most materials, both man-made and in nature. In metal castings, porosity is typically considered any void found in the casting. In some cases, porosity in metal castings can affect the part’s structural integrity, creating a failure point. Porosity can also prevent parts from being pressure tight. This can impact the part’s performance if it is designed to hold gases or fluids.



Casting porosity can be caused by gas formation or solidification while the metal is changing from a liquid state to a solid state. Porosity can range in size, from sub-micron to voids greater than 10 mm, depending on the casting.
In general, there are three classifications of casting porosity:
Blind Porosity. This is open in only one surface and therefore does not form a continuous passage for liquid (highlighted in blue in Figure 1).
Through Porosity. This type of porosity stretches from one side of a casting to another (highlighted in red in Figure 1).
Fully Enclosed Porosity. These are fully enclosed within the casting and have no passages to the surface (highlighted in green in Figure 1).
Through and blind porosity can cause immediate problems. Through porosity creates a leak path, allowing gas and liquids to seep through and escape from the casting (Figure 2). Blind porosity can cause internal corrosion and defects on the part surface after secondary treatments, like powder coating or anodizing, are performed. This is because solutions used to clean the castings prior to the treatment will leech out of the voids after the surface finishing process.
When to Vacuum Impregnate Castings
When castings are machined, cuts into the surface of the part can expose or open porosities (Figure 3). Blind porosity can be opened to create through porosity, while enclosed porosity can be opened and become either blind or through porosity. This newly interconnected porosity can create leak paths (Figure 4). These paths can cause fluids and gases to leak from the casting, causing it to be non-conforming, and in many cases unusable.
Problematic porosity is often discovered at the end of the production process, after the non-conforming part has already been cast, cubed (pre-machined), washed, tested, shipped, fully machined, washed and tested again. At this point, all the value has been added to a non-conforming part. In the worst-case scenario, the manufacturer has maxed out its production and is unable to replace the non-conforming castings with functional parts, delaying shipments and increasing costs.
Vacuum impregnating 100 percent of castings after final machining is the best way to ensure leak-free castings at build. Performing a final leak test on individual parts and vacuum impregnating only the non-conforming parts (a process often referred to as fix-on-fail) is a good alternative.
Another approach that some manufacturers have chosen is to increase the machining content at the pre-machine stage (cubing), thus maximizing the exposure of blind and through porosity prior to the parts reaching the final production line. After pre-machining, all parts are vacuum impregnated and tested. Only conforming parts are sent through to production where they are fully machined. Because the impregnation after pre-machining has already sealed both the blind and through porosity, the opportunity to open an interconnected leak path is substantially reduced. In some cases, any non-conforming parts that make it to the final test can be easily impregnated on a “fix-on-fail” basis without disrupting production.
Because machining can potentially uncover additional casting porosity, vacuum impregnation should be done after machining. Performing this process after the parts have been machined is the only way to ensure all leak paths are sealed. However, if castings are pre-machined or cubed, they can be impregnated after this step to seal exposed porosity. In this case, impregnation is still very effective in reducing non-conforming parts at final assembly.
About the Author

Andy Marin
Andy Marin is the Marketing Coordinator for Godfrey & Wing. Godfrey & Wing is a privately held company, a global leader in vacuum impregnation products and services serving the automotive, aerospace, and general manufacturing industries worldwide. Headquartered in Cleveland, Ohio since 1948, Godfrey & Wing operates manufacturing and production facilities in North America, Europe, and Asia.








Related Content

Industrial Cleaning Shop Zeros In on Precision
This parts cleaning company is elevating its efforts to become a technical cleanliness expert, which presents an exciting, yet sometimes arduous, journey. The ongoing education of the team as well as significant investments in equipment and processes attribute to this shop’s success.
Read More
Sita’s CleanoSpector Measures Part Cleanliness
PMTS 2023: Handheld measuring device checks for cleanliness of parts to assure product quality as well as prior to follow-up processes.
Read More
Multisolvent 100 Vacuum Vapor Degreaser Provides Contactless Cleaning
PMTS 2023: With applications in the most demanding industrial sectors, the machine is especially useful for cleaning parts in the turning, precision mechanics, medical and aerospace industries.
Read More
Environmentally Friendly Model 550 Versatile Parts Washer
PMTS 2023: This washer is useful in a variety of applications, including tool rooms, maintenance operations, low production and precision cleaning.
Read MoreRead Next

Seeing Automated Workpiece Measurement in Real Time
User-friendly inspection software for CNC machining centers was shown at IMTS 2024 monitoring measurements between and after machining while performing SPC based on recorded measurement values.
Read More
5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More