
2 Tales About Cleaning with CO2
These two manufacturers discovered different ways to use automated snow-jet cleaning technology, which offers a dry, fast and efficient cleaning process for small parts.




 The Jetcell cleaning system, designed as a stand-alone system, has an integrated extraction unit to efficiently remove impurities and sublimated carbon dioxide from the system. Photo Credits: ACP Systems AG
The Jetcell cleaning system, designed as a stand-alone system, has an integrated extraction unit to efficiently remove impurities and sublimated carbon dioxide from the system. Photo Credits: ACP Systems AGCleanliness specifications can be challenging to obtain as well as to meet, especially when it is necessary to coat or measure metal parts after a machining process. One cleaning technology — carbon dioxide (CO2) snow-jet cleaning — has impacted two manufacturers differently, but has offered positive results in this regard, enabling their cleaning requirements to be met by using an automated process.
One manufacturer of small valves implemented this cleaning technology post-machining and pre-coating. The clean, steel parts met their high cleanliness requirements to ensure proper adhesion for the final physical vapor deposition (PVD) coating process. Also, the company reached its cycle time goal of 6 minutes for cleaning a fully loaded workpiece carrier containing about 150 parts.



Another company, which machines indexable inserts, invested in a CO2 snow-jet system because it needed an automated system to clean the inserts prior to measuring for part accuracy. The cleaning system is now integrated directly into the company’s existing measuring cell, saving the manufacturer a lot of time and providing the efficiency for which it was striving.
The quattroClean Jetcell system from ACP (Advanced Clean Production) Systems AG (Zimmern ob Rottweil, Germany) is the cleaning technology that has benefited both manufacturers. The cleaning process, which is a dry process, does not use chemicals or create wastewater and leaves no film or residue on parts. And, according to these user companies, it is a fast way to clean even small, intricate parts.
Cleaning Action
The CO2 snow-jet nozzle technology cleans component surfaces using a dry, environmentally friendly process. This supersonic dual-component quattroClean technology provides repeatable cleaning results with a minimum consumption of CO2, according to the company. With a continuous supply of liquid CO2, the process is especially useful for integration into adaptable, automated production systems.
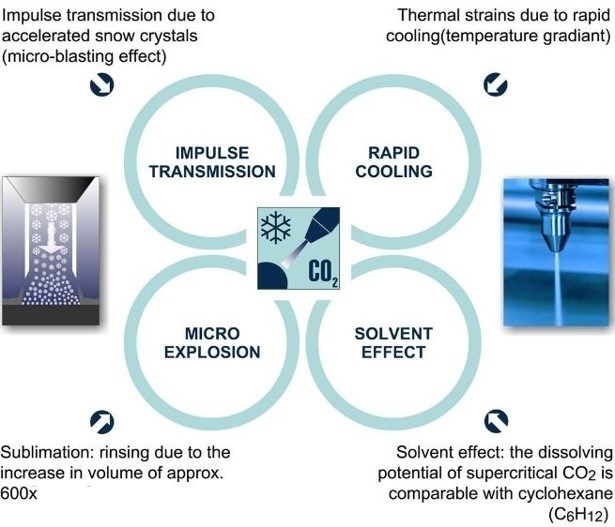
These four actions bring about the CO2 snow-jet cleaning technology by ACP Systems.
The liquid CO2 is passed through the inner ring of a wear-free, two-component ring nozzle and expands while exiting to form fine CO2 crystals. This jet of “snow” is then bundled by a separate jacket jet of compressed air (outer ring) and accelerated to a supersonic speed. The jet of snow and compressed air impacts the surface to be cleaned at a temperature of -78.5°C, triggering a combination of impulse transmission, rapid cooling, sublimation and solvent rinsing. The cleaning action brought about by these four actions removes dried-on cutting oil and particles.
The detached impurities are carried off by the aerodynamic force of the compressed air jet and eliminated from the cleaning cell together with the sublimated CO2 in the gaseous phase. This process prevents parts from becoming recontaminated.
The CO2 used during the process has been recaptured from existing industrial emissions, therefore it does not impact the environment.
Parts to be cleaned by this system can be either conveyed through the machine via conveyor belt, workpiece carrier or a rotary indexing table. The system’s six-axis robot or an X-/Y-axis-controlled nozzle system automates the cleaning process
If the limit of CO2 is exceeded within the system, the machine automatically shuts down the CO2 supply.
Here are two examples of how this technology is being successfully applied in the industry.
Manufacturer #1: The valve manufacturer, which machines small valves that are about 5-mm diameter and a length of about 5 mm, needed a fast,

The workpiece carriers, which are loaded with around 150 parts, are fed into and out of the cleaning chamber via locks.
cleaning cycle time to take off difficult-to-remove cutting oil and machining debris to ensure a long-lasting PVD coating. A wet chemical cleaning process was ruled out because of space requirements and energy consumption associated with drying.
The company was happy to find ACP because it not only uses a wet chemical process but it also offered to custom build a fully automated Jetcell cleaning system using standardized modules, tailoring it to the application and to the manufacturer’s production conditions. Process parameters — such as the volume flows for compressed air and CO2, type of jet nozzle, distance of jet from the part, cleaning time, as well as the motion sequence — were appropriately adjusted.
To efficiently integrate the cleaning system into the existing workflow at the valve facility, ACP designed the system to hold five workpiece carriers. The carriers, which are marked with a digital matrix code to ensure seamless documentation of the cleaning process, are fed one at a time into the cleaning chamber via a lock. As soon as the lock is closed, the cleaning process starts. Then, a robot moves the cleaning unit with the jet nozzle over the valve components at a defined distance. A sensor system continuously monitors the consistency of the jet. Once all parts have been cleaned, the lock on the output side opens and the workpiece carrier is advanced to the encapsulated unloading area.
Manufacturer #2: Prior to implementation of the new cleaning system, the indexable insert manufacturer cleaned its inserts manually before measuring

To clean the indexable inserts, a quattroClean module is integrated into the measuring cell. The parts are handled by the existing robot.
them in-house. To ensure high accuracy of its indexable inserts (which vary between 10 and 25 mm in length with extremely tight tolerances that may not exceed 1 to 2 microns) the manufacturer measures the entire contour of the carbide insert after the grinding process. Because impurities on the surface from machining residue and grinding dust can cause measurement errors, the company strived for a cleaning system that could be integrated into its already automated production line.
ACP integrated its quattroClean Jetcell cleaning module into the facility’s existing measuring cell, which it installed and docked directly next to the grinding machine. This system enables the existing robot to remove the inserts from the grinding machine via a lock, move them in a defined motion sequence under the snow-jet nozzle and then place them in the measuring area. The motion sequences, jet cleaning times and volume flows for the various indexable inserts are all stored in the control system as part-specific programs.
With the new cleaning system, the insert manufacturer is not only producing clean parts that meet cleanliness requirements but can accurately measure its parts after cleaning, ensuring the highest quality parts to specifications.
ACP Systems AG | acp-systems.com/en








Related Content

3 Common Filtration Questions Answered
Learn about the variety of filters for removing particulates from a cleaning fluid, how to determine cleaning fluid life and more.
Read More
Corrosion Prevention: How to Avoid the Enemy of Metal Parts
This chemical reaction that is a constant, indiscriminate and costly enemy of metal parts is preventable, but intentional measures must be taken and become an essential process within a company’s walls.
Read More
In-line Monitoring for Automated Immersion Cleaning Systems
Ecoclean’s Acoustic Performance Measurement (APM) system provides in-line measurement of ultrasonic frequency and power in fully automated immersion cleaning systems on a batch-by-batch basis or at defined time intervals, such as once a shift, day or week.
Read More
Kyzen Solvents Provide Safe Parts Cleaning
The SLV901 and SLV803 solvents are formulated to maintain cleaning efficacy while providing a safe, environmentally friendly alternative to processes that use PFAS and HFCs.
Read MoreRead Next

Movements in the Parts Cleaning Industry
To accommodate new requirements, in addition to the traditional cleaning systems, we are starting to see increasing discussions and developments in equipment features:
Read More
Choosing an Appropriate Cleaning Solution
There are many cleaning trends coming down the pipeline, including automation and dry cleaning processes.
Read More
Do You Have Single Points of Failure?
Plans need to be in place before a catastrophic event occurs.
Read More