





When NASCAR’s three automakers released their Next-Gen models in 2021 for Cup Series competition in 2022, redevelopment involved many changes for the racing machine shops that traditionally manufactured their own race car models. A redesigned chassis, larger brakes, an independent rear suspension and an increase in wheel size (combined with a change from steel to aluminum) were among the list of new components for the Chevrolet Camaro ZL1, the Ford Mustang and the Toyota TRD Camry NASCAR models. But, for one race team, the biggest change that mattered was the single wheel nut design.
To manage the manufacturing overhaul of these automotive parts, NASCAR asked its component manufacturers to bid on specific subassemblies and parts for the Next-Gen cars. But the work did not go to the lowest bidder. Instead, the contracts were awarded to companies that were experienced in manufacturing these particular parts and/or assemblies.



Richard Childress Racing (RCR) in Welcome, North Carolina, won the contract for the new single-lug nut — a very different design from the former five-lug hub. So, since May 2021, this race team’s machine shop has been manufacturing the single-lug nut for all Next-Gen NASCAR cars and will continue to do so for at least the duration of its three-year contract.
Winning the bid was exciting for the company, but Rocky Helms, vice president of manufacturing, was faced with figuring out how to implement the machining process without disrupting the rest of the shop’s throughput, which includes car and engine parts, and other industries’ products.
“That is how we came to the realization that automation was the answer,” Helms says. RCR consists of machine tools made by Okuma America Corp. — the team’s machine tool OEM sponsor. Therefore, after consulting with the Okuma engineers about the single-lug nut project facing the shop, Helms decided to purchase a CNC multitasking machine with a built-in robot for loading and unloading. Helms believed the Okuma Multus B250II with built-in Armroid robot would prove to be the most efficient solution for the application.
Now, the only challenge was how to implement the automation that would enable lights-out machining. The shop did not have experience with automation other than the use of bar feeders and pallet systems, Helms explains.
Partnership Expands Capabilities
When RCR formed a partnership with Okuma in 2000, the race team’s machine shop housed two CNC machines and went from manufacturing three or four engine parts to manufacturing spindle and chassis components as well, Helms says.
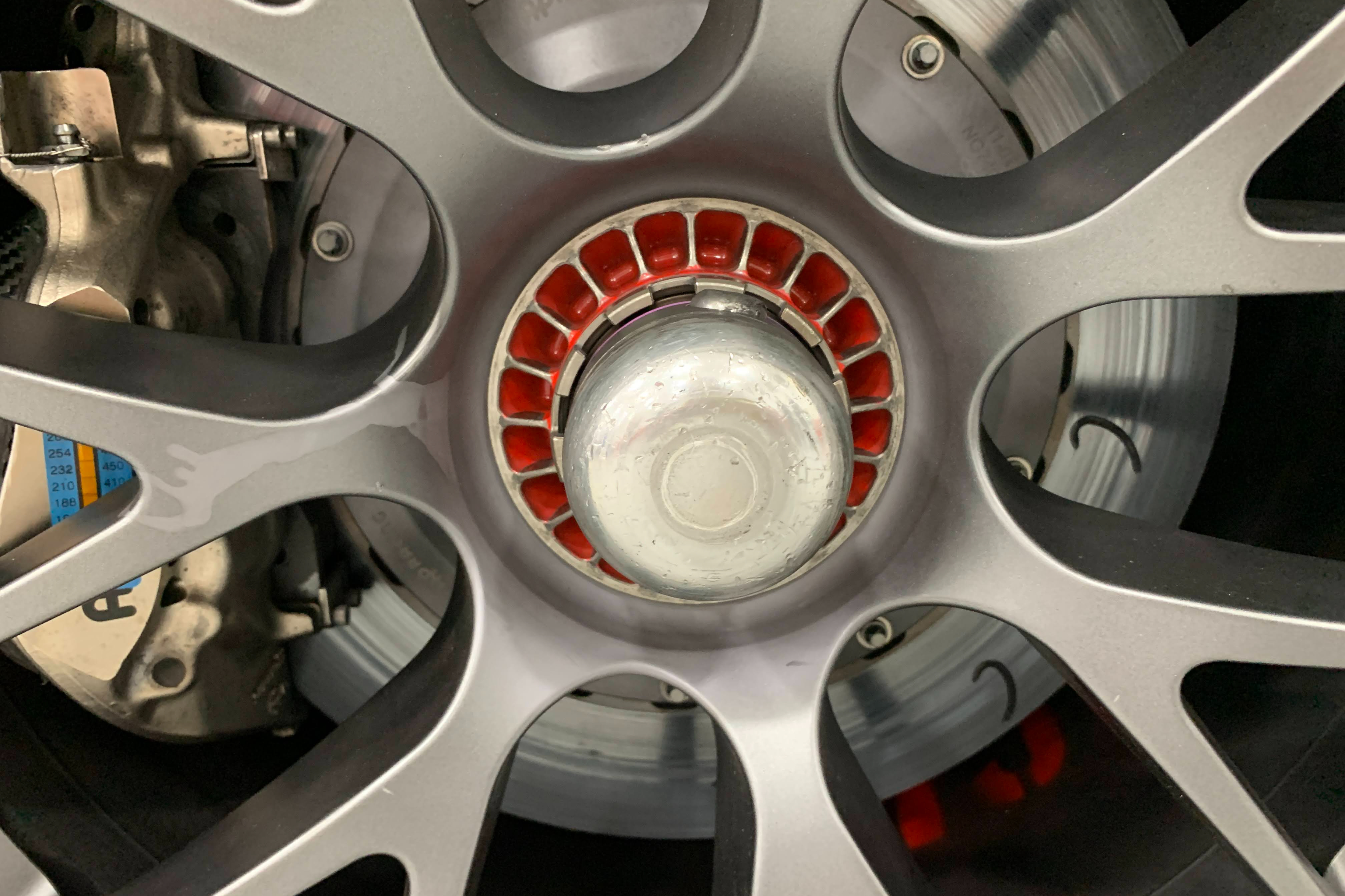

The single-lug nut manufactured for all NASCAR Next-Gen cars are only machined at Richard Childress Racing. Milling the pockets is the most complex process compared to some of the other features on the single-lug nut because of the combination of geometry and material required to machine the part. Photo Credits: Production Machining
Gradually, the shop added machines as needed in order to produce parts for its own NASCAR cars as well as some contract jobs for other industries. Only two years ago, the shop was creating about 70% parts for NASCAR and 30% for other industries, Helms says. Recently, though, those percentages flipped, so now RCR only produces 30% car or engine parts. The other 70% extends to industries such as aerospace, military and defense. Helms says that when plans for the Next-Gen car were rolled out three years ago, shop management knew RCR would be losing much of the auto manufacturing work they had at the time to single-source suppliers. Therefore, they started preparing for more contract manufacturing.
Now, the shop has 19 Okuma machine tools, including one CNC multitasking machine with Armroid, five VMCs, three five-axis machines, three HMCs, two mill/turns, five CNC lathes and a cam grinder. It also has a waterjet machine and a wire EDM unit, as well as a Tsugami Swiss-type lathe.
Single Machine for Single-Lug Hub
When RCR ended up with the single-lug nut project, Helms says the manufacturing team could have turned a blank on an Okuma Geno L300-M horizontal lathe with live tooling and then transferred the part for secondary

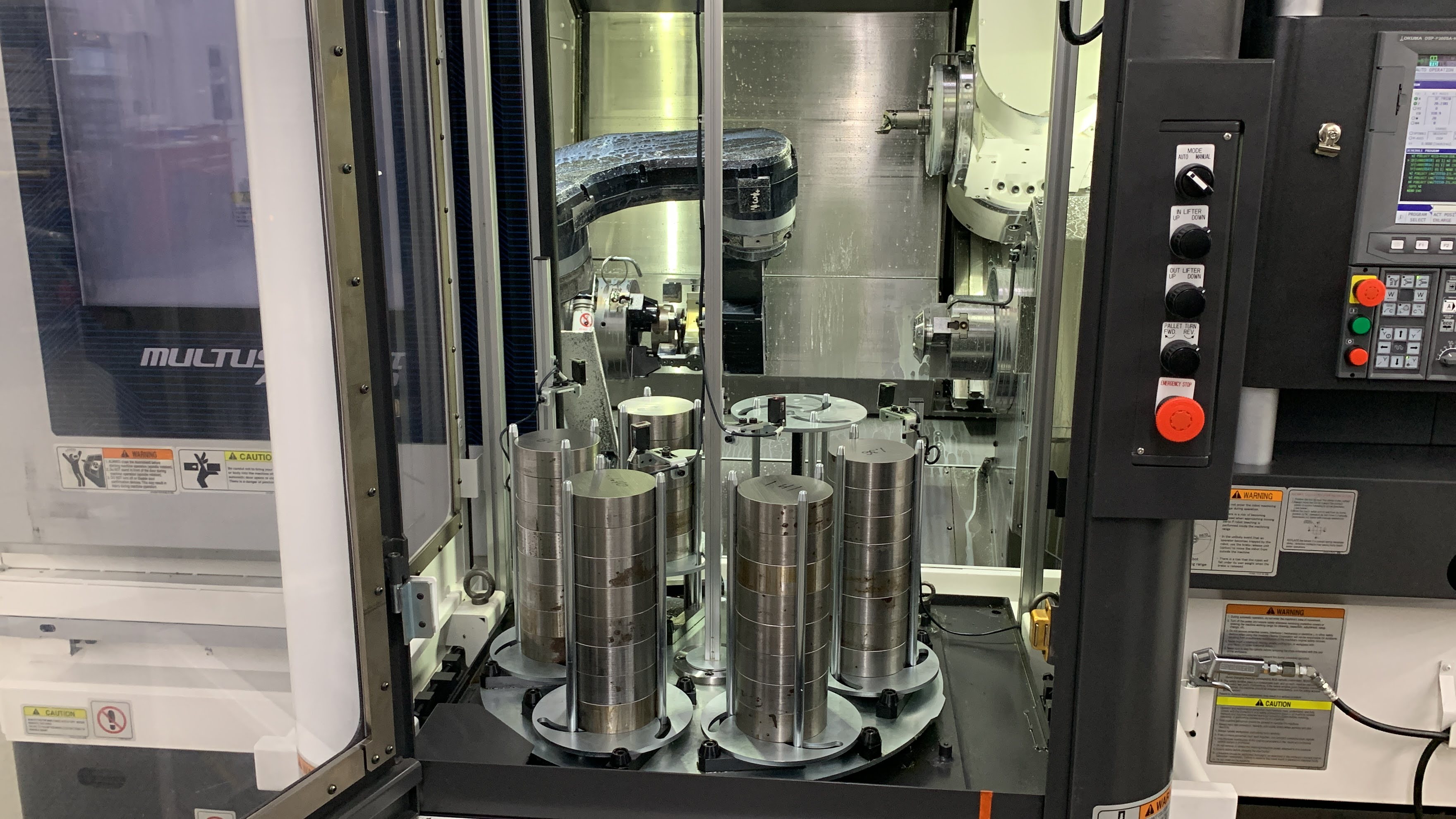
RCR machinist Billy Odea operates the Okuma Multus B250II CNC mill/turn with the Armroid. This machine is ideal for the low-volume lot sizes that the shop needs to manufacture the single-lug nut. The machine tool’s stocker table has six stations that can each hold as many as eight slugs. The Armroid unloads the stocker table one at a time and the loads the finished part to aid the machining process of the single-lug nut on the mill/turn. Photo Credits: Production Machining
operations on a five-axis machine that would perform pocketing, slotting and thread milling. However, on the Okuma Multus B250II CNC multitasking machine with the Armroid, the entire part could be done complete on one machine. Therefore, the choice to purchase the Multus/Armroid was not a difficult one, especially because of its built-in robot automation.
“There was very little difference in total machining time, but the biggest difference was the lights-out machine capability,” Helms explains. “If the distributor needs 200 of them ASAP, we like the ability to run lights out on one machine to get them through the shop versus two machines with a lot of manual loading and unloading.”
Helms had been conducting research on implementing automation on his shop floor prior to investing in the Armroid, but a majority of the automation he learned about was designed for high-volume machining. Because RCR runs like a job shop, he did not believe the high-volume options for robotics made sense for his applications. But, upon discovering the Multus/Armroid, he realized this machine would be ideal for lot sizes of around 200, like the shop was doing for the single-lug nut.
The Multus comes equipped with a 225-degree B-axis range with 12,000-rpm H1-milling spindle. The H1 turret has a 0.001-degree B axis and compound motion Y axis.

Since May 2021, RCR has been manufacturing the single-lug nut for all Next-Gen NASCAR cars and will continue to do so for at least the duration of its three-year contract. Photo Credit: Production Machining
Helms says although currently the machine tool is dedicated to the single-lug nuts, he could foresee the benefit of flexibility the machine offers. For future jobs, the technology with its built-in automation would enable easily changing out jobs to a totally different product line.
Machining Ins and Outs
The machining process for the single-lug nut on the Multus begins with 36 steel slugs stacked in a stocker table outside the machining zone. The built-in robot above the machining zone picks up a slug, loads it and locks it in the headstock. From there, the machine performs Op 10 work, then pickoff, then Op 20 machining. Op 10 work consists of machining the complex geometry on the 20 pockets. When the part is complete, the robot unloads it from the spindle and places it back onto the stocker table for removal by the operator. The machine also utilizes onboard probing to check on critical features and dimensions, according to Helms.
Helms says that milling the pockets is the most complex process compared to some of the other features on the single-lug nut because of the combination of geometry and material required to machine the part. “The pockets are all tapered on the front wall, so a specific five-axis machining sequence is necessary,” he says. “Everything blends together, so there are a lot of radiuses that we surface machine. Lots of blending of surfaces.”
The gun used by the pit crew to remove the nut is designed with teeth which set into each one of the pockets. “There is also an OD groove on it that an O-ring in the gun sets in that helps hold the nut in the socket,” Helms explains. “They take off the nut and use the same one when putting on a new wheel.”
The thread machined on the ID of the lug nut is a metric, left-hand thread. The portion of the lead of the thread has a surface designed into it which is five-axis machined to avoid cross-threading, according to Helms.
The machining processes for the single-lug nut are all programmed in CAD/CAM, but the robot is programmed at the machine.
Low-Volume Automation
The fact that the machine’s robot enables an operator to reprogram the robot and the machine on the same interface — Okuma’s OSP machine control — was a significant benefit for RCR. This characteristic meant the operator would not necessarily need a strong skill set to learn how to run the machine and program the robot.
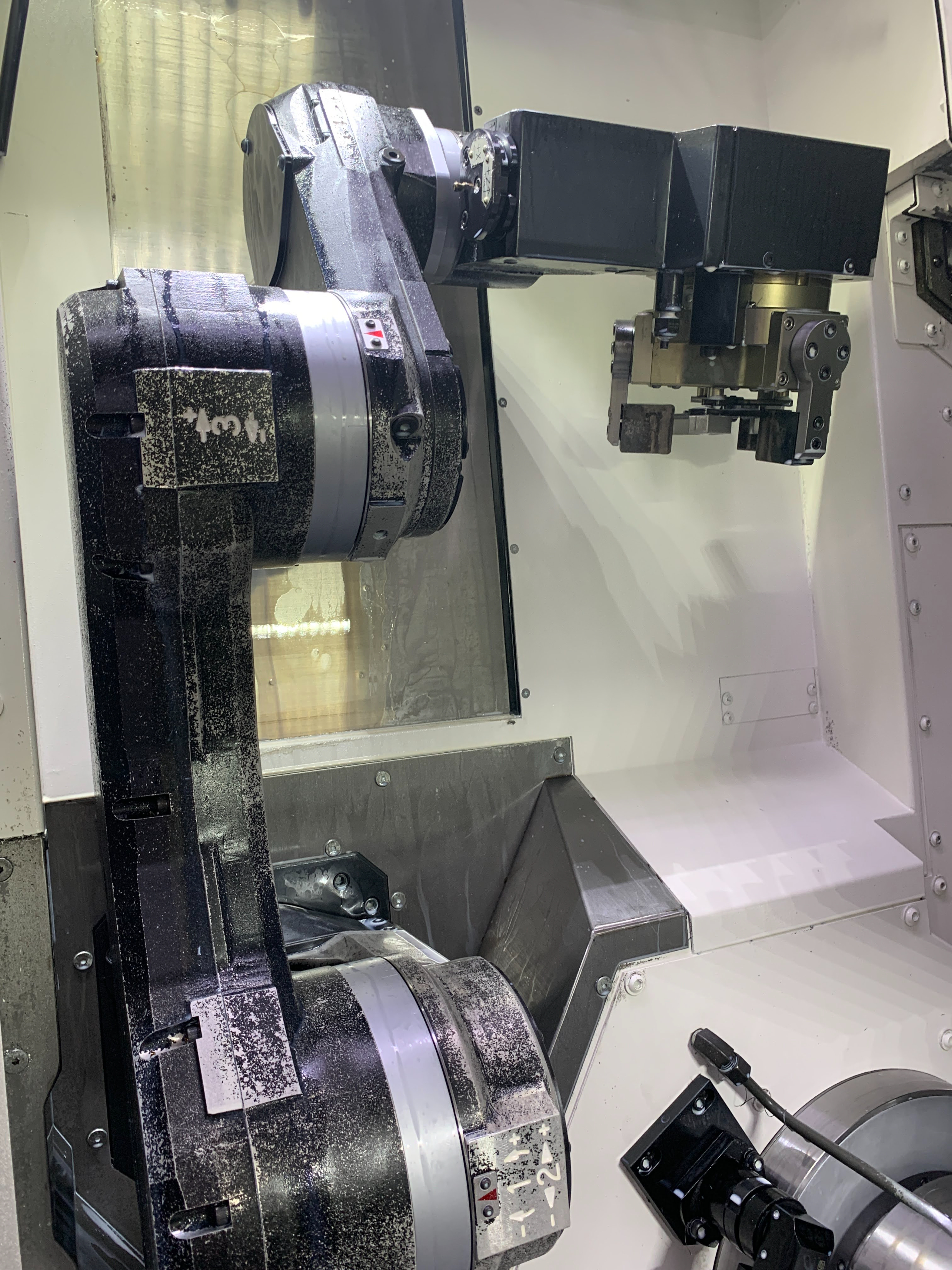
Armroid only needs to be taught basic loading and unloading positions, and then can be trusted to do its job, even for lights-out operation. Photo Credit: Production Machining
Helms clarifies that the Armroid only needs to be taught basic movements and then can be trusted to do its job, even for lights-out operation. “With its collision avoidance system and the fact that the robot is doing 90% of the thinking, you're just teaching it pickup and drop-off points for the slug and pickup and drop-off for the part,” Helms says. “Once the robot is programmed, it’s an automated process.”
The shop used the standard robot gripper that came with the Armroid for this project, only using a spacer to modify the jaw.
RCR runs the single-lug nut job from 6:30 a.m. to 4 p.m. and then a third shift that runs from 9 p.m. to 7 a.m. That leaves five hours in between shifts for the automation to do its job. “Without the automation, that would be five hours of untapped capacity,” Helms adds.

RCR’s machine shop consists of 19 Okuma machine tools. Only 30% of what RCR manufactures is for NASCAR. The rest is for industries such as aerospace, military and defense.
With the success of utilizing the Multus solely for the single-lug nut, the race team is looking at other areas for the shop to add robots, possibly Okuma’s Standroid units (available as a standalone robot on six of the OEM’s VMC models and designed to handle larger parts because the robot is bigger than the Armroid).
“We will likely look into this automation for the other industries we serve, outside of NASCAR, because that is where most of our customers come from,” Helms concludes.
Richard Childress Racing | rcrracing.com
RCR Manufacturing Solutions | rcr-ms.com
Okuma America Corp. | okuma.com
Tsugami/Rem Sales | tsugamiamerica.com







Related Content

Automation Breakthroughs Revolutionize Precision Machining for Complex Parts
Marubeni Citizen-Cincom delivers custom solutions to address some of the biggest challenges in precision machining from handling small parts, to robot integration and unique tooling needs.
Read More
When a CNC Turn-Mill Doesn’t Turn
A shop in Big Sky Country uses a B-axis multitasking machine to produce complex, prismatic medical parts that require no turning complete from barstock.
Read More
6 Tips for Training on a Swiss-Type Lathe
There are nuances to training a person to effectively operate a Swiss-type lathe. A shop I visited a while back offers some suggestions.
Read More
Pursuit of Parts Collector Spearheads New Enterprise
While searching for a small parts accumulator for Swiss-type lathes, this machine shop CEO not only found what he was looking for but also discovered how to become a distributor for the unique product.
Read MoreRead Next

Program a Robot with your Machine’s CNC
A new function in popular controls enables shops to program machine-tending robots using familiar CNC G codes.
Read More
Automated Multitasking Machine Drops Parts Complete
This automated multitasking machine with an integrated robot eliminates the need to run parts across multiple machines, saving floor space, setup time and manpower.
Read More
Built-In Robot Optimizes Turning Processes
A robot integrated within CNC lathes enables part loading and unloading, chatter suppression and chip removal, ensuring that each machine is consistently operating at its highest efficiency.
Read More