Tool Path Improves Chip Management for Swiss-Type Lathes
Sponsored ContentThis simple change to a Swiss-type turning machine’s tool path can dramatically improve its ability to manage chips.
Share
The primary reason a shop invests in a Swiss-type turning machine is to produce parts at high volumes. However, whether a Swiss-type machine is producing at high enough volumes to be profitable depends on more than just the machine’s specs. Keeping the spindles spinning means focusing on other aspects of the process.

Low-frequency vibration cutting is a technique for breaking up swarf when cutting difficult material. While useful, it can greatly increase the wear on the cutting tool.
In Swiss-type turning, chip management is one such issue. When stringy bird nests of swarf build up, they can heat up and damage the cutting tool, not to mention damage or even scrap parts. This is especially true when working with difficult materials, which often do not chip well. As many industries embrace such materials to overcome engineering challenges, shops need to adapt to produce parts efficiently.
There are many ways to overcome this challenge, but many shops rely on keeping operators at the ready to clear chips when they become unmanageable. This strategy effectively eliminates unattended machining from the equation and can dramatically reduce a Swiss-type machine’s profitability. There is, however, a relatively easy way to use a machine tool’s own kinematics to manage chips without a machine operator’s intervention.
Introducing Intentional Vibrations
Low-frequency vibration (LFV) machining is an approach to improve chip breaking on a Swiss-type lathe without operator intervention. The LFV process intentionally vibrates the cutting tool along a single axis, synchronizing the vibration with the rotation of the spindle to move the cutting tool in and out of contact with the workpiece. When the cutter briefly breaks contact with the workpiece, the chips shear instead of forming long strands.
WATCH: LFV demo
Essentially, by alternating between deep and shallow cuts within a single rotation of the part, the tool path intentionally creates pockets of air-cutting that cause the swarf strands to break into more manageable chips. This enables easy evacuation of chips, even when working with difficult materials like titanium, stainless steel and plastic. While introducing vibrations into the tool path seems counterintuitive, it can often be preferable to allowing chip buildup to scrap parts.
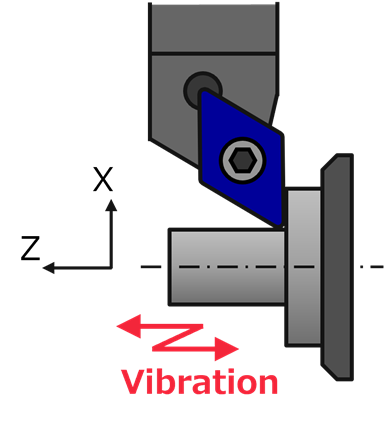
Here you see the basic principle behind LFV cutting. The cutting vibrates in sync with the spindle to create moments of air-cutting in the tool path, causing strands to form into more manageable chips.
Additionally, LFV is both adaptable and easy to implement. Citizen Machinery, for example, has a number of lathes capable of LFV cutting, with the machine executing the LFV process with a very simple code adjustment. “You can just add two lines of code to your existing NC program,” says CINCOM Applications Manager Ramon Navarro. “Once you designate the spindle speed, input the start and stop command for LFV cutting, and the machine does the rest.” With this simple alteration, the machine can execute cuts along both the Z and X axes, including tapers and arcs. Additionally, LFV can be used for both threading and drilling, including deep-hole drilling.
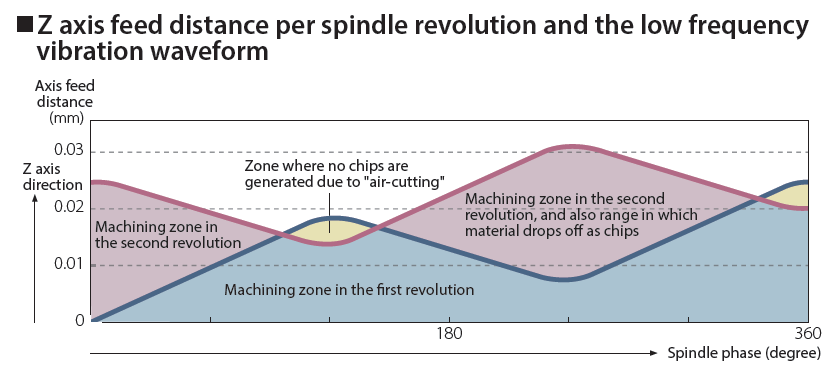
Here you can see how the tool path introduces air cuts into the process.
With this simple alteration, users can reduce their reliance on machine operators minding the chip buildup, which improves automation options. “Once the operator no longer has to mind the machine constantly,” says Navarro, “you can introduce more automation into the process and improve its cost-effectiveness. Meanwhile, the machine operator can be more productive elsewhere.” This makes high-production machining with Swiss lathes much more attainable.
Choosing the Right Cutting Tool Inserts
Of course, LFV machining is not without its drawbacks. It is essentially a form of interrupted machining, as the cutting tool continuously breaks contact with and reengages the material. This constant shifting in the forces affecting the cutting tool greatly increases the wear, which means the cutting tools used for this process must be especially robust. Additionally, the vibrations of LFV cutting obviously affect the finish of the part, necessitating a finishing pass.

LEFT: The wear pattern on a conventional chipbreaker after performing LFV cuts. Note the chipping along the edge. RIGHT: The wear patter on an SK chipbreaker from Kyocera after performing LFV cuts. Note the smooth edge.
Kyocera has had success with cutting tool inserts using the SK chipbreaker. These inserts have a sharp edge and 18-degree rake angle to provide wear resistance when the depth of cut is high. Additionally, chip control is improved during the portions of the tool path when the depth of cut is low, as the chipbreaker projects out to the corner tip. Finally, the sloped cutting edges reduce cutting forces when engaging the part, improving wear resistance and preventing fracturing. These features dramatically improve both surface finish and tool life during LFV machining, and the cutting tool comes in a variety of PVD coatings for different materials.
WATCH: Side-by-side chipbreaker comparison
“The only real drawback of LFV is the toll it can take on the cutting tool,” says Kyocera Applications Manager Steve Easterday. “That’s why we recommend the SK chipbreaker and PR1535 insert grade. It can withstand the constant changes in cutting force and still evacuate chips effectively.” These robust inserts reduce the number of tool changes, further reducing the need for operator intervention on top of the existing benefits of LFV.
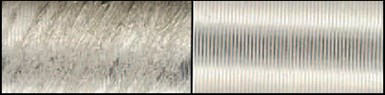
As you can see, the finish left by the conventional chipbreaker (Left) is much more prone to irregularities and scratches during LFV than the finish left by the SK chipbreaker (Right).
For turning, grooving, and part-off operations, Kyocera recommends PR1535 grade inserts. This grade has a relatively high cobalt content, increasing the inserts’ toughness, and the uniform structure helps to further reduce crack propagation. According to Easterday, “If you look at this grade, it has very high wear and heat resistance, which makes it highly effective at LFV.”
Together, LFV machining and these Kyocera cutting tools can make unattended or lightly attended machining much more attainable for shops working with difficult materials.
More Information
Visit Citizen and Kyocera to learn more about LFV technology and the SK chipbreaker.