
Setup Options for Swiss Automatic Lathes
A hydraulic chuck and a counter-balanced centering tool, originally developed as in-house solutions, are now available to address the limited working space that is common in Swiss machining.
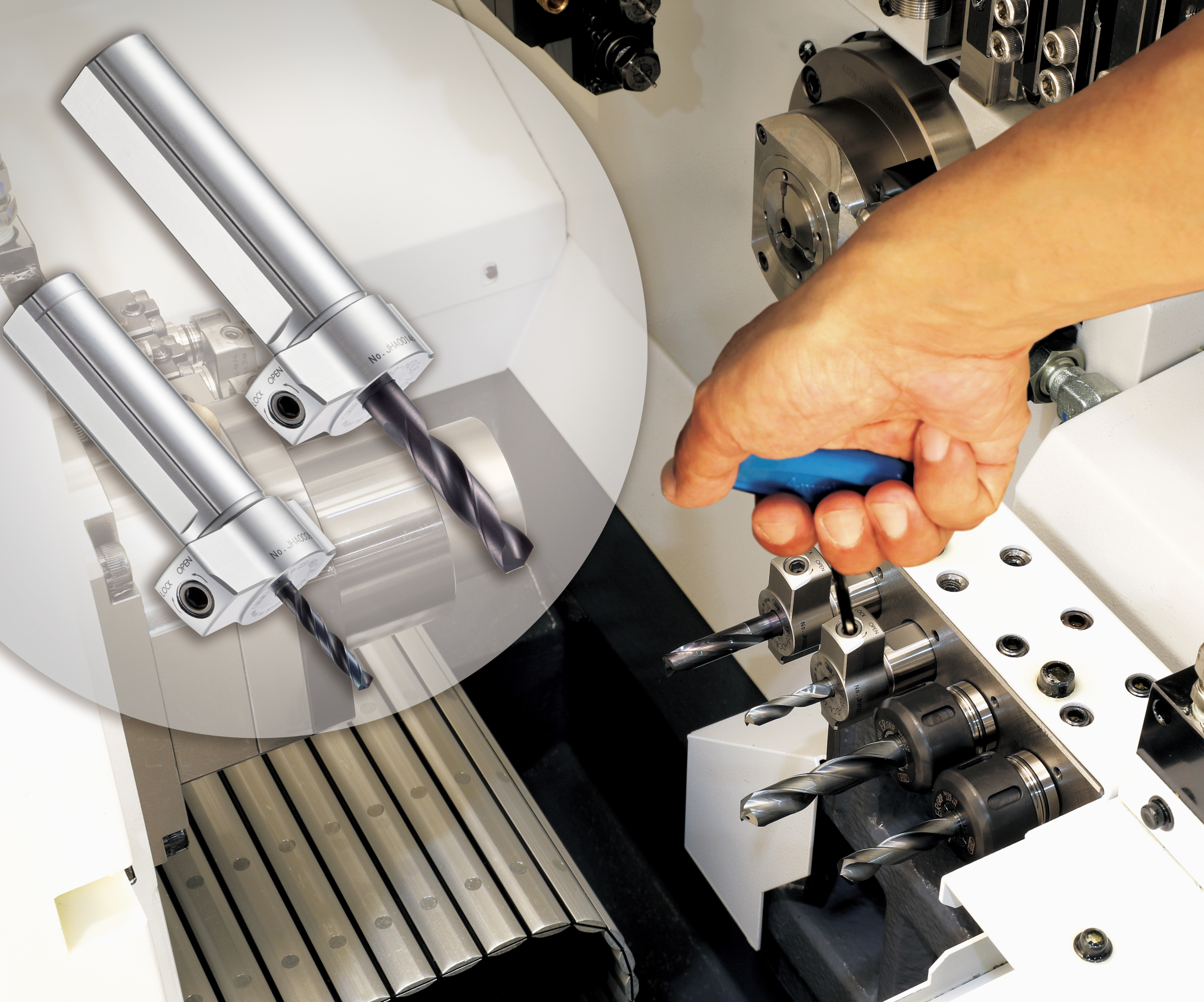
The HDC Straight Shank hydraulic chuck can be tightened precisely around the tool's shank with two to three turns of a single hex wrench.

Designed to decrease time and effort in setups for small machine areas such as in Swiss-type lathes, the centering tool can be magnetically attached anywhere on the workpiece blank.


It’s rare that a technology or process first developed in the 19th century experiences breakthroughs in the 21st. But what Swiss turning has experienced during the last couple of years, specifically relating to the all-important and time-consuming setup, may qualify. But why is a Big Kaiser engineer discussing Swiss turning? It’s true that we’ve built our name on tooling for work commonly done with milling machines, but we also need to have deep lathe expertise in our ranks because we rely heavily on them to prototype and produce our tools and holders.
On many occasions we’ve had to develop our own solutions to tricky problems, and some of these have been so impactful it made sense to take them to market. We consider two of these solutions as breakthroughs as they offer new advances in tooling and setup that can dramatically enhance production on these specialized machines.



Currently, almost 100 percent of Swiss automatic lathes across the world employ ER collet chucks. The introduction of a hydraulic holder option may kick off a change to that philosophy. Manual inconsistency and tight-quarter challenges are addressed directly with this option, saving precious time. The difference with the hydraulic chuck (Big Kaiser’s HDC Straight Shank) is that it can be tightened precisely around the tool’s shank with two to three turns of a single hex wrench instead of using awkward spanner wrenches that require complete removal of the tool from the slide for change-over.
Each time a tool is secured in an ER collet chuck, runout and tool length need to be recalibrated. However, thanks to near perfect clamping tolerances, the hydraulic chuck offers near perfect repeatability over thousands of cycles. Once a hydraulic chuck is centered, the cutting tool can be changed over and over while maintaining runout of fewer than 3 microns at 4× diameter.
Ease of setup also was considered in the design of the HDC’s coolant delivery. The source can be easily connected to the holder from the backside and never needs to be removed to change the cutting tool while securing tools firmly in place at ultra-high pressures, up to 1,200 psi.
These characteristics can help to improve setup processes in a variety of scenarios. Because lengths and clamping concentricity are more reliable, the time required for programmers to get new jobs precisely dialed in is reduced. Less experienced operators also can manage tool changes and get machines running without the direct supervision of an engineer or dedicated setup person. Those savings are multiplied when operators manage multiple machines at the same time. And finally, the need to reach around other tools on the turret to measure and tighten is limited, as is having to approach the part by adjusting the Z axis to verify length and centering.
The ER collet is tried and true, but collet sizes should be carefully considered to expedite setup. The more differential between the clamping range and the shank of the tool, or unnecessary breadth of the range, the more chance that clamping won’t be concentric and the tool will have to be reset. To address this directly, Big Kaiser offers ER collets in steps of only 0.004 inch for micro drills of less than 3-mm shank diameters. This additional range guarantees that every tool size can be perfectly clamped every time.
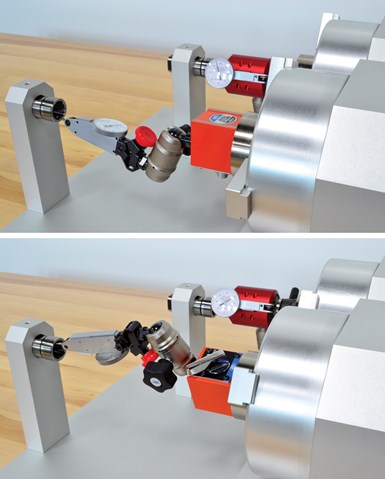
Unlike the traditional centering process, the CTL-90 uses a counterbalance weight to keep the dial gage visible to the operator as the blank is rotated.
While not a holder, there is another piece of equipment designed specifically to decrease the effort and time required for setup in small machine areas such as those found on automatic Swiss lathes. This new style of centering tool can magnetically attach anywhere on the workpiece blank and center a holder with ease. A stylus reaches into the holder’s taper, and the blank is rotated, revealing how on or off center the arrangement is. A counterbalance design forces the dial gage to always face the operator, eliminating the need to remove holders from the turret for setup.
Machine shops are notorious for approaching setups and operations a certain way because “it’s the way they’ve always been done.” This approach can be costly—especially as its repercussions compound over time. The solutions described here offer impactful opportunities for Swiss lathe shops to reconsider current setup processes and procedures. The fact that they exist at all is evidence that evaluating existing procedures and finding new solutions can pay off.
About the Author

Jack Burley is the vice president of sales and engineering at Big Kaiser Precision Tooling (Hoffman Estates, Illinois). Mr. Burley began his career with the company more than 25 years ago, giving him a veteran’s perspective on the needs of the industry’s user base. His understanding has gone far in overseeing the management of not only Big Kaiser’s engineering team, but also the sales, marketing and product divisions.









Related Content

The Value of Swiss-Types Milling Rectangular Medical Parts
High-speed spindle technology was key to effective milling of small cardiac monitoring components complete on a CNC sliding-headstock machine platform instead of running them across two mills.
Read More
Automation Breakthroughs Revolutionize Precision Machining for Complex Parts
Marubeni Citizen-Cincom delivers custom solutions to address some of the biggest challenges in precision machining from handling small parts, to robot integration and unique tooling needs.
Read More
Broaching Tool Technology For Lathes Used to Slot Inconel Parts
This shop finds value in using an indexable-insert-style broaching tool to create blind-hole slots in heat-treated Inconel aerospace parts on a CNC lathe.
Read More
Parting Off: The Case for Standardizing on Sawing
The value of rotary saw cutting for parting off operations could boil down to simple economics paired with process efficiency gains.
Read MoreRead Next

Emerging Leaders Nominations Now Open
Here’s your chance to highlight a young person in your manufacturing business who is on the path to be a future leader moving your company forward.
Read More
5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More