
Tooling Usually Causes Central Bursts in Cold Drawn Steel
This post will focus on the central bursts in cold drawn steel, especially from the point of view of a shop making parts on automated equipment.



In cold worked steels, failures can be broadly categorized in two classifications. The first are those nucleated by localized defects, such as seams, pipe and exogenous inclusions. The second are those that result from exceeding the strength of the material itself.
The compressive stresses of cold working results in failures by shear along planes 45 degrees to the applied stress. These are known as shear failures. The presence of shear failures in an otherwise metallurgically normal material indicates excessive mechanical deformation. While often the result of tooling issues, conditions that lower material ductility, including chemistry, macrostructure, nonmetallics, microstructure, aging and hydrogen embrittlement, have also been implicated in investigations of premature shear failure.



This post will focus on the central bursts in cold drawn steel, especially from the point of view of a shop making parts on automated equipment.
Ignoring the steel factors that may play a role in triggering the central bursts or chevrons, the role of tooling is usually considered to be the root cause, as replacement of dies typically eliminates the central bursting. A bar which exhibited central bursting was saw cut lengthwise to show the internal ruptures.
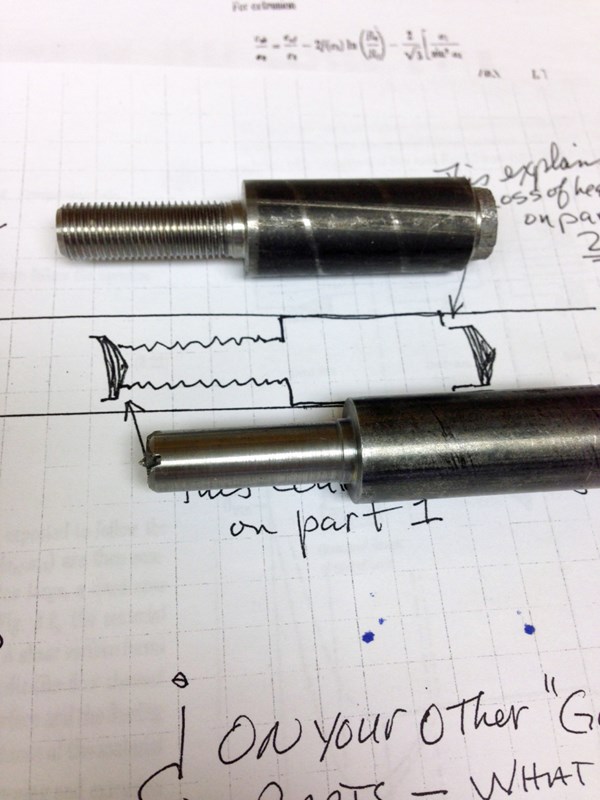
In rare cases, while machining parts from a bar that exhibits internal bursts or chevrons, the part will separate from the bar in process because of the prior existing rupture. The photo below shows such a part. Note the fracture surface on the sides of the stepped down diameter on the part end.

Note prior existing rough fracture surface on the stepped down diameter. This is remnant of prior existing central burst in the bar.
The following two photos show how the internal bursts could have been manifested in the original bar as well as the parts.
This figure shows how the prior existing ruptures could have existed in the bar as they are seen on the parts off the automatic screw machine.
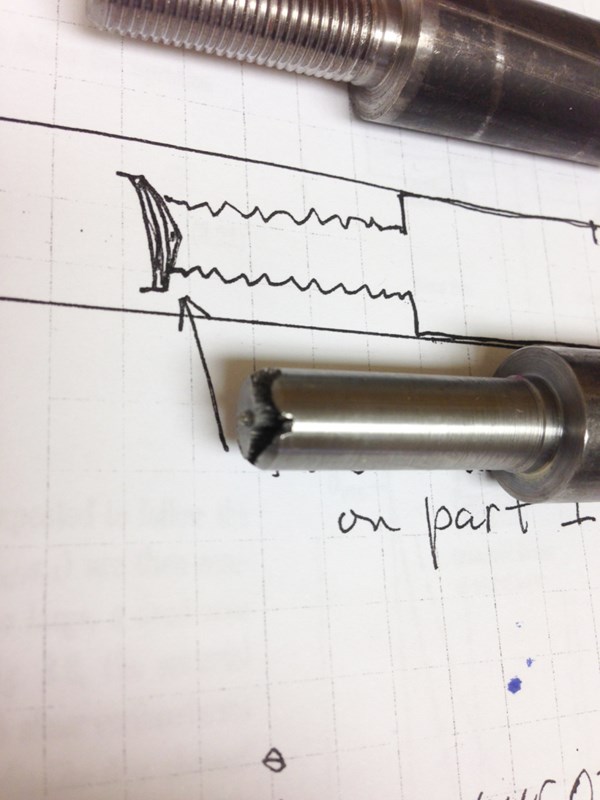
On this part the central burst or chevron was encountered at the threaded end of the part.
Originally posted on PMPAspeakingofprecision.com blog.








