
Are Bar Fed Machining Centers the Next Big Thing?
Advanced mill-turn machines with bar fed material handling can overcome several inherent weaknesses of production machining on vertical machining centers.
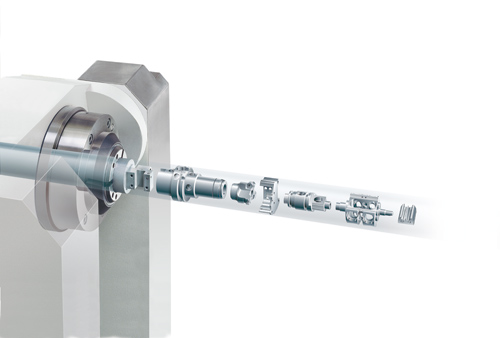
With a bar fed mill-turn machine, virtually any shape that fits in the circumference of the barstock can be machined on all five sides. A pick-off spindle allows machining of the sixth side.


As shown in these photos, milling and turning can be performed. Workholding is simplified by use of a collet or collet chuck. No special fixturing is required.

The ability to feed raw material into work zone extends the productivity of a vertical machining center from batch production based on table size to continuous production based on the magazine capacity of the bar feed unit. Much longer runs are possible.


Bar-fed VMC makes sense for production machining of complex parts.
In an effort to expand capability, many shops have successfully mastered the use of VMC equipment for five- and six-sided machining, often integrating custom tooling and fixturing to run special parts or challenging workpieces, as well as blanks that need a lot of manipulation. The results have been good, but the cost of part handling, fixturing and multiple setups can still cause the loss of jobs because of price.
Moreover, as volumes rise, the VMC table size limits production runs to a series of batch operations. In addition, the need to perform at least two fixturings in order to machine all six sides of a prismatic workpiece slows throughput and can introduce inaccuracies because of repositioning.



Turn-mill machines have been successful in overcoming these problems by basically putting a machining center tool carrier on a turning center frame. This design allows for continuous part processing because usually these machines are equipped with bar feeders, often with large capacity magazines. Incorporation of a subspindle allows for six-sided machining that enables lightly tended operation and parts machined complete in the single machine.
In recent years, several builders have developed a class of mill-turn machines that combine the continuous production capabilities of the turn-mill machines using a c-frame VMC platform as the machine’s base.
To accomplish this, they apply a bar feeder to the VMC,
usually a short feeder, and eliminate the machine table all together. In its place is a spindle/manipulator that receives the in-fed bar in the work zone.
This design creates a vertical machining center to process various cross-sections from different types of materials in a continuous bar feed operation. They are especially effective in the 15- to 80-mm diameter range and are ideal for medical, aero, instrument, automotive and other critical tolerance markets. And, with the addition of a secondary gripper or even a second spindle to perform final ops, a second blank can be processed simultaneously at the first station, giving a 70-percent savings in processing time, in some applications.
How it Gets Done
Upon start-up of the program, the blank bar is fed by a swiveling and rotating unit with an integrated turning spindle from the bar feeder magazine up into the work position. It then gets machined and reclamped on a side gripper, rotated for sixth side machining, using the same spindle or, on the most advanced equipment, a secondary spindle that operates in tandem with the first.
All cutting operations in five-sided machining are performed with rotary cutters for milling, drilling, countersinking, boring, reaming, tapping, threading and bar cutoff. Stationary cutters, as used on a conventional lathe, are used on an integrated turning spindle (counterspindle) to perform inside turning, outside turning, facing, profiling, threading, grooving and final cutoff. Typically, this counterspindle runs on a 120-degree swivel (from -30 degrees to +90 degrees) and can thus reach any dihedral angle in the hemisphere.
A simple clamping jaw, usually a collet or collet chuck, secures the barstock for initial cutoff, while a rotary trunnion can be used with the rotary cutter to perform five-axis operations. Once the six sides have been machined, the second gripper releases the part to a discharge conveyor for removal from the cutting theater.
VMCs as Volume Producers
Five-sided machining in one gripper, followed by precise secondary machining of the sixth side, simultaneous to the first station’s running, is not only possible, it might be the best solution available. Very high-production, high-precision CNC mill-turn machining centers, with features including integrated bar feed and handling devices, automatic workpiece manipulation and large tool magazines to make the most complex parts possible, are on the market today, with some surprising numbers attached. Milling, drilling, turning and other operations are possible on a single machine, thus saving the added expense, overhead, operator cost, training and physical plant space of a second or third machining center. Reductions in the processing time have been documented, even on mid-range runs, as much as 70 percent by instrument fixture producers, aerospace component companies, Tier One auto suppliers and orthopedic device manufacturers who run the most difficult-to-machine materials on the market, and others.
Many job shops are also experiencing this result. Combined with lower material cost because of less handling and faster time to first part, plus the smaller footprint and other savings that often reach 50 percent or more, it simply makes sense to investigate the upsides of this sophisticated technology.
It isn’t technology only for the highest production run jobs in auto, appliance, aerospace and medical markets, either. The faster change-over times between tooling, barstock and workpiece handling are made possible by the CNC onboard machines. Therefore, shorter runs can be strategized with far less downtime than was feasible in the past.
Moreover, the ability of today’s CNC to integrate all the mechanical and motion control aspects of the machine, plus interpret and implement design changes faster than ever, mean the mill-turn machining center’s possibilities have become much more substantial than was previously thought.
Couple all the above with the more energy-efficient machines on the market, which boast better motor and drive technology plus more precision because of encoder advancements, and shops can realize considerably lower Total Cost of Ownership (TCO).
What it Means in Practice
The conditions in such a continuous cutting operation are especially useful for quality purposes, as only one tool is in the work envelope at any time. As machines are currently available with as many as 180-position or more tool magazines, plus robotic handling devices, these mill-turn centers can be an ideal solution for the large runs.
However, it is equally true that the smaller runs and even varieties of similar parts can be made on such machines in a cost-effective means, as cited previously, because the CNC power enables your change-over times to be minimal. Plus, with offline simulation of part programs at such an advanced level, the busy job shop can easily keep its mill-turn center in full production for longer periods of time.
What’s Available
Machines are currently available with single-spindle, two-axis turning/swiveling trunnion units or NC turn-table configurations, as well as twin-spindle, dual turning/swiveling trunnion designs. Optional equipment such as a pivoting NC tailstock for handling long, slim workpieces, is also commonplace nowadays.
At the highest end, machines with 11 NC axes and tool magazines are offered to allow radically different sized or different material bar feeds to follow in fully automated sequence without any loss in production time on the machine. There are also machines with two independent traveling columns mounted on a common machine bed. On these machines, each traveling column is a separate system with a milling spindle, a large independent tooling magazine and a turning/swiveling trunnion unit with an integral turning spindle. After the first column performs the five-sided machining operation, the turning spindle swivels 90 degrees to allow the second turning/swiveling unit to grip the part while the milling spindle performs the cutoff operation. After the part is released, the second turning spindle moves to its position below the second traveling column, where the part is finished and ejected onto the conveyor. Simultaneously, the first column is already starting to machine the next part.
It is on such machines that the optimum in productivity is realized, though the commensurate costs of such machines are obviously a factor.
Justification
The chief factors to consider, when evaluating the true mill-turn center for six-sided machining of con-tinuous feed barstock are not only the cost of the mach-ine, but also the overall cost-per-part, the finish time per part, the reductions in machines and personnel expense to be realized, the variety of materials and part numbers of similar dimension to be made, energy costs, quantities to be scheduled and those often hidden, but real secondary expenses of materials handling logistics. With larger or more expensive parts, and materials that are costly or more delicate in surface integrity, these extra costs must be factored into the equation.
Then, there’s the cost of handling parts between machines and the inaccuracies that result from doing so, which are unavoidable for all well known reasons; resetting, differences in CNC equipment, re-programming errors, basic machine kinematics that cause misalignment from machine to machine, even when the identical program is entered on an identical CNC (that’s not supposed to happen, right?) and the ever-present reality of human error.
In the end, the single batch of special parts that should be on a the radar screen as an ideal job for the production shop, with close tolerances, but high profit, continues to slip away from the order book. Actually, if a shop is looking to achieve six-sided machining in high production (or even not so high production) volumes, today’s sophisticated CNC mill-turn machining centers might be better viewed as an investment, not just a cost.








Related Content

Video Tech Brief: Live-Tool, Y-Axis CNC Lathe with a Compact Footprint
This small footprint, big-bore lathe offers a generous work envelope. The addition of Y-axis and live tooling enables milling, drilling and tapping for increased machine capabilities.
Read More
OEM Moves From Automation Implementation to Refinement
Automating challenging parts for full-weekend automation requires substantial process refinements that can significantly boost throughput.
Read More
Choosing the Right Machine for Turned and Milled Medical Parts
The medical market is known for exceptionally tight tolerances and difficult materials, which means that selecting the proper machine is necessary to ensure a job is profitable.
Read More
Reinventing the Wheel with Robot-Automated CNC Multitasking
One race team discovers how to efficiently manufacture a new wheel nut design for the next-generation NASCAR stock car with the help of a CNC mill/turn and a built-in robot.
Read MoreRead Next

5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More
Emerging Leaders Nominations Now Open
Here’s your chance to highlight a young person in your manufacturing business who is on the path to be a future leader moving your company forward.
Read More