






B-axis turn-mills and many live-tool CNC turning centers offer Y-axis motion perpendicular to the Z axis. This third linear axis enables cutters to traverse across the spindle center line to perform operations such as milling, drilling and slotting, the goal being to machine parts complete in one setup.
Sandvik Coromant has found a way to further take advantage of that motion to more effectively perform parting-off operations compared to the traditional X-axis process on lathes without a Y axis. It achieved this by redesigning its CoroCut QD tool rotating the insert seat 90 degrees and engaging the workpiece in the Y axis so that cutting forces are directed toward the strongest portion of the tool’s blade.



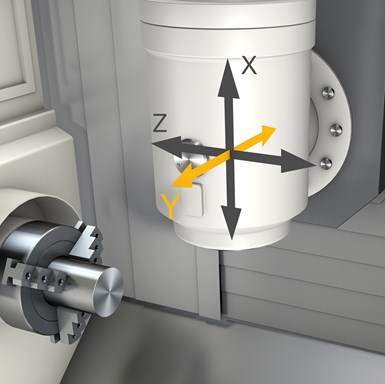
Here are the axes of motion for a B-axis turn-mill.
“This would really benefit the customer who wants to shave seconds off cycle times with higher feed and lower noise,” says Staffan Lundström, product manager, Sandvik Coromant. “You don't have to live with noise and vibration if you have a Y axis. For the customer, it means both saving some time and adding possibilities to have unmanned production.”
Lundström had the idea of parting-off using the Y axis for a couple years until he developed a prototype with the help of a small team at Sandvik Coromant. The first tool test did not go well, resulting in rattling noises and vibrations coming from the machine tool and finally a broken insert.
“It was a major setback for us,” Lundström explains. “I didn't really understand what was wrong.”
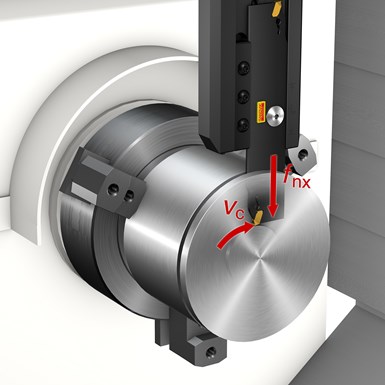
Parting-off operations for conventional CNC turning centers drive the cutter down the X axis.
Then, the team reviewed what had happened, decided to add internal, through-tool coolant and modified the adapter design. When it tested the new prototype on a different machine, this alternate parting-off method proved to be successful.
With the current design, at a 60-mm (2.36-inch) blade overhang, the blade bending stiffness is said to be more than six times that of a conventional tool parting-off in the X axis, providing a more stable cutting process, enabling the use of longer tools and achieving higher feed rates and faster cycle times.
In one test comparison, a shop serving the aerospace industry noted the differences between parting off a 35-mm bar of Inconel 718 on a multitasking machine using the Y-axis method with the CoroCutQD tool and the standard X-axis method with another tool. The Y-axis method achieved a cutting speed of 40 m/min and feed of 0.12 mm/rev yielding a tool life of 35 parts. The X-axis method achieved a cutting speed of 30 m/min and feed of 0.05 mm/rev yielding a tool life of only 10 parts.
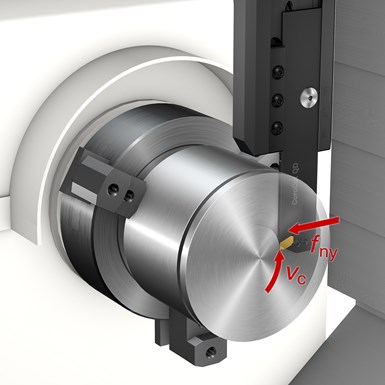
The CoroCut QD is designed to part-off down a multitasking machine’s Y axis. Tool blade bending stiffness is said to be more than six times that of a conventional tool parting-off in the X axis.
Tool length can be measured using an offline presetter. The tool length becomes the tool center height when parting off, and it is important to have the center height correct, especially when parting-off to center, the company says. If it is difficult to see the cutting edge, there is a gage plane on the tool.
The tool accommodates workpiece diameters up to 180 mm (7 inches) and cutting widths of 3 to 4 mm (0.118 to 0.157 inch).








Related Content

OEM Moves From Automation Implementation to Refinement
Automating challenging parts for full-weekend automation requires substantial process refinements that can significantly boost throughput.
Read More
Video Tech Brief: Live-Tool, Y-Axis CNC Lathe with a Compact Footprint
This small footprint, big-bore lathe offers a generous work envelope. The addition of Y-axis and live tooling enables milling, drilling and tapping for increased machine capabilities.
Read More
Video Tech Brief: Twin-Turret, Twin-Spindle Lathe Machining
This machine model features roller linear ways to accommodate low-frequency vibration technology to minimize chip size.
Read More
A German Machine Tool Builder’s “Second Push” Into the U.S. Market
Spinner recently has taken strides to boost its presence, service and support in the United States as well as Canada and Mexico for its multifunction CNC lathes and milling machines.
Read MoreRead Next

A New Approach to CNC Turning
This turning process takes advantage of a turn-mill’s B-axis spindle to vary a tool’s approach angle to optimize chip control and feed rates.
Read More
Custom Tooling, Workholding Help Whip Rotors Into Shape
Whipple Superchargers uses unique form tools and dead-length-collet workholding for its B-axis turn-mill enabling it to create more accurate rotors for its brand of engine power-adders.
Read More
Precision Machining Technology Moving Shops Forward
New equipment and software continue to be developed to support the needs of production machine shops like yours. Here’s a sample of technology now on the market that can help you grow your operation and become more efficient.
Read More