




This “mechano-chemical” process can improve the tribological properties of ferrous materials such as steel and cast iron by way of burnishing/plateauing while impregnating the surface at a nano level with tungsten. Photo Credit: Sunnen
Oftentimes, honing is one of the final machining operations for parts with precision bores that must accommodate mating internal components. According to honing equipment and abrasives manufacturer Sunnen, the process can remedy various unfavorable bore conditions, including diameter size, bellmouth, waviness, taper, rainbow, barrel shape, reamer chatter, boring marks and out-of-round holes. It can achieve bore diameter tolerances of ±0.0002 inch while leaving behind its signature crosshatch pattern for lubrication retention.
Taking this a step forward, Sunnen recently partnered with Sweden’s Applied Nano Surfaces (ANS) to offer ANS Triboconditioning technology on standard Sunnen CNC honing equipment. Triboconditioning, which is a process performed after honing and very much resembles a honing operation, can improve bore surface finish and combustion sealing while lowering friction and wear between mating components.



It does this through what the companies refer to as a “mechano-chemical” process designed to improve the tribological properties of ferrous materials (such as steel and cast iron) by way of burnishing/plateauing while impregnating the surface at a nano level with tungsten.
Picture a typical honing operation: a revolving tool (mandrel) fitted with abrasive stones strokes in and out of a bore while being lubricated with oil. During the process, the tool expands the abrasives to contact the bore surface, enabling them to remove minute amounts of material to bring the bore to its proper size and finish.
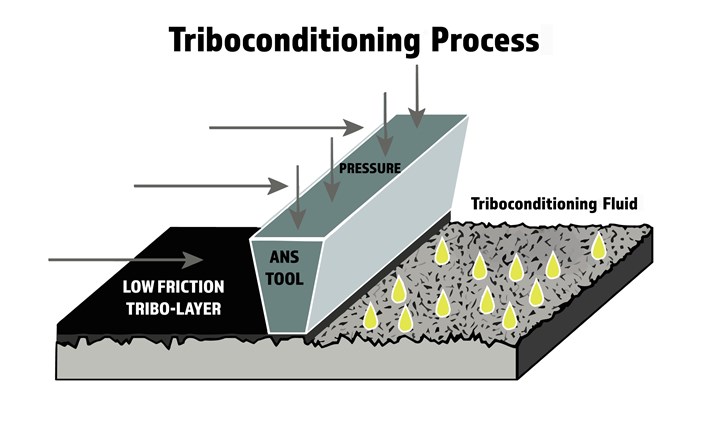
The pressure of the carbide “ledges” onto the bore surface combined with the heat that is developed causes the tungsten in the Triboconditioning fluid to become impregnated in the surface of the base material at a submicron level. Photo Credit: Sunnen
With Triboconditioning, the abrasive stones are replaced with ground and polished carbide “ledges” and the oil is replaced with the process fluid containing tungsten. The pressure of the ledges onto the bore surface combined with the heat that is developed causes the tungsten in the fluid to become impregnated — chemically infused and bound — in the surface of the base material at a submicron level. Because the tungsten is impregnated into the base material, it is not subject to flaking or peeling as can happen with other applied wear-resistant coatings. (i.e., Triboconditioning is not a coating process.) And, it better resists degradation from solvents, fuels and lubricants. Plus, the process produces an “as-run” effect on the honed plateaued surface while still leaving behind the underlying honing crosshatch.
Because Triboconditioning impregnates tungsten into the base material, it is not a coating process.
One application well suited for Triboconditioning is automotive engine cylinders and liners where reduced friction between those components and piston rings means less energy loss and reduced emissions. In addition, the burnishing effect serves as the “break-in” process for cylinders and liners which would otherwise occur once an engine is assembled and started for the first time. Also, the treated parts are more compatible with lower-viscosity lubricants, resulting in better engine fuel economy without the risk of wear-related failures.
For components such as cylinder liners, the process produces an “as run” surface on the honed plateaued surface while leaving behind the underlying honing crosshatch.
Other applicable automotive components for Triboconditioning on honing machines include bearings, valve guides and connecting rods. The process is also appropriate for gears and hydraulic assemblies such as cartridge valves.
Sunnen offers Triboconditioning treatment for use on its new honing machines, but the technology can also be retrofitted to existing machines that meet the requirements for the precision feed and control systems needed to produce the forces necessary for the process.
But, beyond the ability to treat inner-diameter bore surfaces, ANS has developed Triboconditioning processes for outer-diameter surfaces with complex geometry, including camshafts, crankshafts and gear teeth using other conventional machine tool equipment platforms.








Related Content

Should You Bring Tool Regrinding In-House?
In some situations, the potentially high investment in an in-house tool grinding process can be justified with a relatively fast ROI. (Includes video.)
Read More
Automation in the Alps: Studer AG Unveils New Grinding Concepts
Studer AG, member company of United Grinding, held its annual press conference at its Swiss Alps location earlier this month to announce its new automatic loaders to accompany its existing grinding machines as well as other offerings and automation features.
Read More
Tooth Flank Grinding Technology Minimizes EV Drive Noise
Drives for electric vehicles require gear components with tight tolerances and excellent surface finishes. Even minimal ripples in the surface of tooth flanks on shafts and gears can cause interference noise in drive performance.
Read More
Emag Grinding Solutions Provide Precise Gear-Profile Grinding
The G 160 and G 250 gear-profile grinding machines provide short chip-to-chip times, intelligent axis concepts as well as thermal and mechanical stability.
Read MoreRead Next

Single-Pass Skiving and Roller Burnishing for Hydraulic Cylinders
A newly introduced machine and tool combination from Sunnen streamlines skiving and roller burnishing by combining operations into a single stroke process on a single tool.
Read More
Why Honing Oils Matter
Like any metalworking process, honing relies on a systemized approach of components working in concert to deliver optimized results. Honing oil is one of these critical components, and this article examines the role it plays in a successful honing operation.
Read More