Medical Screw Solution Includes More than Cutting Tools
With companies producing so many medical screws, every second saved counts. A turnkey program can help manufacturers machine these parts as efficiently as possible.




Companies produce 900 million medical screws annually, and most are made out of titanium and stainless steel. With such high volumes, any time manufacturers can save while machining these parts can make a significant difference.
Each year, manufacturers make 900 million medical screws. That number is growing, so every second that manufacturers can save in the production process counts. Most of these screws are produced on lathes. The thread is machined on the main spindle, and the hexalobular Torx socket is produced on the subspindle. The second operation is usually slower and is what defines the part’s cycle time. This gives manufacturers an opportunity to improve efficiency. Even if it is only by a few seconds, the manufacturer can save time and money.
Mikron designed its Hexalobe-Program to be a turnkey solution for producing Torx sockets. During development, the company recognized that factors such as machining strategy and parameters were crucial to obtaining good results. The company incorporated these factors into the program to help users machine these parts as efficiently as possible.



The Differences Between Machining Titanium and Stainless Steel
Most medical screws (90% of them) are made from one of two materials: titanium and stainless steel. However, these two materials behave quite differently during the chip removal process. As a result, Mikron developed separate tools and strategies for each material. For example, titanium’s high elasticity requires stronger cutting forces, which in turn produces higher stress on the cutting edges. So, from the beginning of development, the company knew these applications would require a different carbide.
Both materials also require different machining processes. While manufacturers can perform both helical interpolation and side milling on titanium, Mikron recommends only side milling when working with stainless steels, even though it can be a more time consuming process.
Machining Strategies for Medical Screws

The threads of medical screws are usually machined on the main spindle of a lathe, and transferred to the subspindle, where the hexalobular Torx socket is produced. Because the second operation takes longer, it determines the part’s cycle time.
Having a well-defined strategy is just as important as having the right cutting tools, because in order to choose the best cutting tools for an application, users must know how they are going to be applied. Mikron considered several approaches. In the end, strategies using minimal tools (such as stepdrilling, then milling the hexalobe, then deburring) turned out to be especially efficient. Other strategies, such as predrilling the six exterior diameters followed by milling and deburring, were a challenging task for the micro-drills, especially when working with titanium.
The milling process, which is the most time-consuming operation, can be done with helical interpolation (maximum pitch 0.8 × D) or side milling (maximum stepover 0.5 × D). Each method has pros and cons. Helical interpolation causes a slight lateral load at the milling cutting (Fx), because there is also a simultaneous vertical stress (Fz). Mikron addresses these higher stresses by geometrically reinforcing the cutting-edge corners, which produces a faster and more fluid operation. Side milling (or wall milling) requires several steps to reach the total depth, because only two axes are used for each step. The stepover stays the same for the entire operation, even though the radial stress on the cutter is more elevated.
Reducing Four Cutting Tools to Two
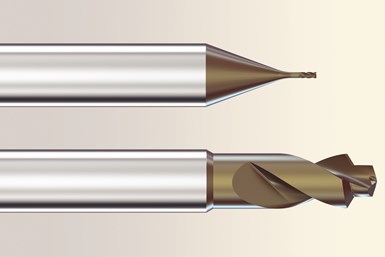
Mikron’s turnkey solution for machining medical screws was able to reduce the number of cutting tools used in the production of the hexalobular Torx socket to two: a CrazyDrill and CrazyMill Hexalobe.
The program reduces four operations (pre-hole drilling, chamfering, milling and deburring) to three, using two cutting tools. First, a step drill creates the center bore and a chamfer of 120 degrees. At this point, according to Mikron, the part has a surface quality of Ra 0.2 micron/Rz 0.8 micron. After the final shape is milled, this tool is used again in the last operation to produce an almost burr-free surface with good surface quality.
The second tool, a milling cutter, has three or four flutes, depending on diameter, and is available in two standard lengths to machine different Torx shapes for different types of screws. The tool’s high stiffness enables machining with high feeds and massive stepover while guaranteeing the necessary hexalobular profile accuracy. Its special geometry also produces good surface quality and allows the use of high stepovers, so the operation can be completed quickly.
Focus on Quality and Profile Accuracy
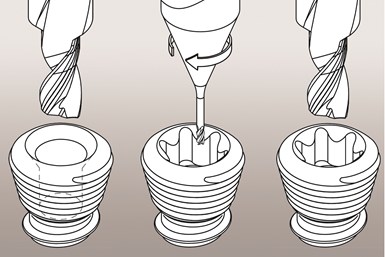
In Mikron’s program, a step drill does the center bore and chamfer, then a milling cutter machines the shape of the socket. Finally, the step drill deburrs the part.
In addition to efficient machining, shorter cycle time and longer tool life, the program also focuses on quality. Manufacturers must be able to hold very tight tolerances to guarantee profile accuracy and wall squareness of the hexalobular socket and maintain them from the first to the last screw produced. Surface quality and burr condition are also important.
According to Mikron’s head of development, Alberto Gotti, there is no “perfect solution for all cases.” And although this turnkey program’s combination of cutting tools, strategy and parameters provides support, users still must find the right balance between efficiency, precision and quality.
Early tests with the new CrazyDrill and CrazyMill Hexalobe tools on a DMG MORI Spring 32|8 lathe have shown that cycle times could be reduced by as much as 50% to 60% compared with other tools on the market. These same tests also show that the tools can reach feed rates of 0.03 mm/revolution per flute while producing a surface quality of 0.2 micron Ra.
Mikron | 203-261-3100 | mikron.com








Related Content

Moldmaker Finds Value in Swiss-Type Machining
This multifaceted manufacturer has added CNC sliding-headstock turning technology to complement its established mold tooling production and new injection molding capabilities as it continues to pursue complex medical work along a vertically integrated path.
Read More
5-Axis Machining Centers Transform Medical Swiss Shop
Traditionally a Swiss machine shop, Swiss Precision Machining Inc. discovers a five-axis machining center that has led the company to substantial growth. (Includes video.)
Read More
German Project Yields Three New Medical Machining Processes
Recent research has resulted in a new mix of high-speed turn whirl milling, polygon turning and rotational turning for manufacturing medical bone screws and out-of-round nails.
Read More
Meeting Stringent Cleaning Goals With Modular Ultrasonic System
A knee implant manufacturer implements an advanced cleaning system that meets its tight cleaning requirements, including documenting, validating and tracing the entire cleaning process.
Read MoreRead Next

Keeping Current with the Medical Machining Market
The medical machining industry being supplied by the precision machined parts industry is changing. This Northeast Ohio shop is working to keep up with the need to serve changing requirements of its medical customers by increasing the shop’s operational capabilities.
Read More
Medical Grows as Its End Market Slows
While the baby-boom generation inexorably falls apart, bone screws, plates, rods, artificial joints and less-invasive surgical fixes indicate a bright future for manufacturers of the parts needed to help keep “Humpty” together. The trick for medical-part makers is keeping up with the evolving technology needed to meet industry demands.
Read More
Two New Twists on Thread Whirling
Thread whirling as a metalworking process dates to the 1940s. Recently, developments in production speeds, based on this increasingly popular process, are impacting thread manufacturers.
Read More