
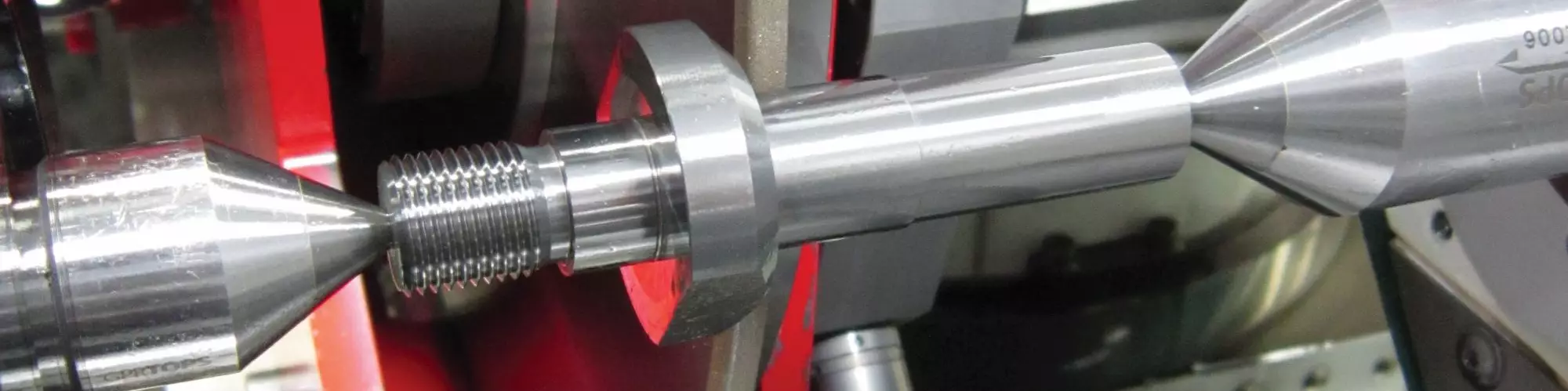





Complete Grinding Solutions in Springboro, Ohio, uses its United Grinding Studer S41 universal grinding machine to perform high-speed peel grinding for components made of challenging materials. Photo Credit: PM
High-speed machining using CNC milling machines is a process in which a cutting tool takes fast, light cuts at high spindle speeds to realize higher material removal rates compared to slower hogging operations. Similarly, the goal with peel grinding is to achieve high material removal rates for cylindrical parts requiring outer diameter (OD) grinding. However, this high-speed grinding process differs from its milling counterpart in that, while the operation uses fast grinding wheel speed, it also takes relatively deep passes. It is able to do this because the grinding wheel is very thin and the grinding forces imparted into the workpiece are very low compared to plunge grinding with a wider wheel.
In fact, peel grinding operations resemble single-point turning on a lathe, as I learned during a visit to Complete Grinding Solutions in Springboro, Ohio. That’s because, similarly to a lathe tool, the grinding wheel moves in the X and Z axes to grind contours, different diameters and other features on a workpiece, the company explains. When combined with proper grinding wheel technology and high-pressure, straight-oil coolant delivery, the very high speeds enable improved material removal rates for challenging materials such as carbide, ceramic, polycrystalline diamond and even glass.



Peel grinding differs from plunge grinding with a wide, profiled wheel. As with turning using a single-point tool, peel grinding maneuvers a thin wheel to grind the profile of a part. Therefore, a single wheel can grind a variety of diameters, contours and other features. In most cases, there is no roughing pass followed by a finishing pass. Typically, one heavy cut takes care of all necessary material removal while leaving behind a quality surface finish.
This is because the face of the thin wheels has a lead angle where roughing/material removal is performed followed by a flat profile that provides a finer ground finish. Therefore, one pass of the wheel performs both roughing and finish grinding. Most wheel wear occurs at the corner where those two areas transition, meaning the wear rate is essentially the same whether shallow or deep grinding passes are made.
A small area of contact means both tangential and normal grinding forces are low. In addition, as wheel speed increases, both forces decrease exponentially. Low grinding forces mean that long, relatively small-diameter workpieces might not require a steady rest for added support during peel grinding. Plus, the heat created during peel grinding is evacuated with the chips, which prevents workpieces from burning and facilitates faster grinding speeds. Peel grinding’s reduced grinding forces mean wheels require dressing less frequently, too.
That said, proper coolant selection (straight oil is recommended) and delivery is also necessary to provide sufficient lubrication at the grinding wheel’s cutting edges. In addition, peel grinding requires coolant delivery at high pressure to ensure the coolant gets to the area of contact between the wheel and workpiece.








Related Content

Studer S100 Grinding Machine For High-Precision, Flexible, Reliable Grinding
The machine is well suited for a wide range of internal, surface and external grinding applications, making it well suited for the entry-level market.
Read More
Emag Grinding Solutions Provide Precise Gear-Profile Grinding
The G 160 and G 250 gear-profile grinding machines provide short chip-to-chip times, intelligent axis concepts as well as thermal and mechanical stability.
Read More
Tooth Flank Grinding Technology Minimizes EV Drive Noise
Drives for electric vehicles require gear components with tight tolerances and excellent surface finishes. Even minimal ripples in the surface of tooth flanks on shafts and gears can cause interference noise in drive performance.
Read More
Should You Bring Tool Regrinding In-House?
In some situations, the potentially high investment in an in-house tool grinding process can be justified with a relatively fast ROI. (Includes video.)
Read MoreRead Next

5 Grinding Considerations for Improving Surface Finish
Improving surface finish can be done by making adjustments to one or more of these points: operational parameters, wheel dressing, grit size, coolant delivery and machine condition.
Read More
Electrochemical Grinding Makes a Point
A programmable pointing and material handling system used on electrochemical grinding machines can accommodate a range of needle point designs while eliminating a variety of pre- and post-process operations.
Read More
Rethinking the Grinding Cycle to Optimize Abrasives Cost Savings
For cost savings in grinding, the complete process should be examined, looking for a comprehensive solution using the latest technologies.
Read More