




Companies usually strive to capitalize on their expertise and uniqueness. So, when a design and engineering firm for micro-manufactured parts realized it could help its customers more efficiently by bringing machine tools and laser machining equipment in-house to assemble and program test parts, the company owner knew it was the right move to make. Grzegorz (Greg) Nowobilski would come to understand this was an opportunity for growth in this niche manufacturing space because not many CNC machine shops have the capability to produce these very small, intricate parts.
In fact, while working as a consultant for GF Machining Solutions, Nowobilski helped design the GF Machining Microlution ML-5 femtosecond micro-laser machine. Now, he has one five-axis model and one three-axis model in his own machine shop, Sunlight-Tech Inc. in Mokena, Illinois. These micro-laser machines designed to machine small parts have expanded the company’s services by enabling the production of complex parts that often cannot be created on a traditional CNC machine or wire EDM machine.



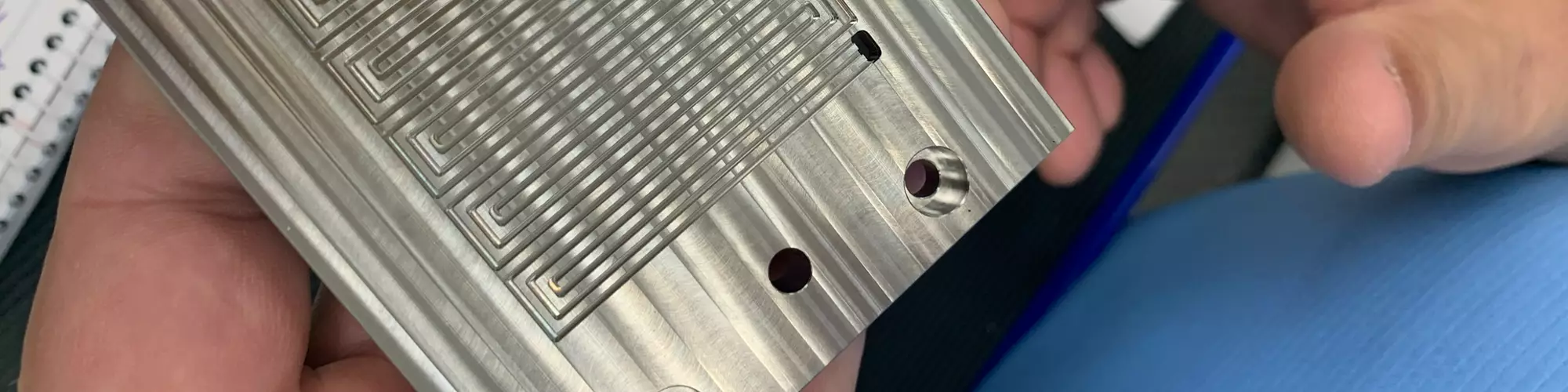
“For blind features, we can cut 5 to 10 microns deep on the ML-5,” Nowobilski says. “But we can’t do that on a standard CNC turning or milling machine. It is possible on wire EDM, but the hole quality would not be good enough.”
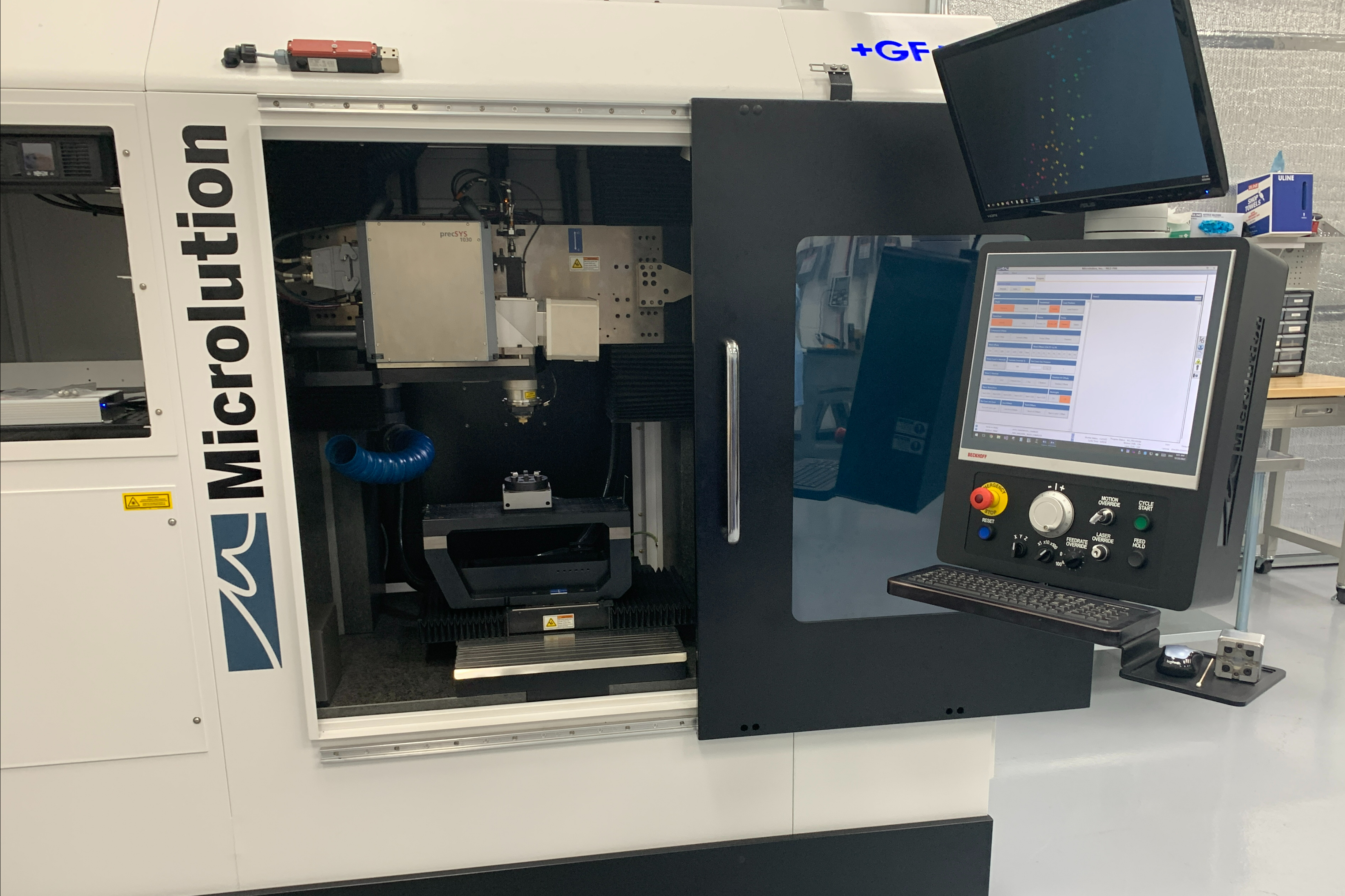
Sunlight-Tech owns two versions of the Microlution ML-5, one three-axis and one five-axis machine. Each version has different capabilities and speed limitations, according to Nowobilski. Photo Credits: Production Machining
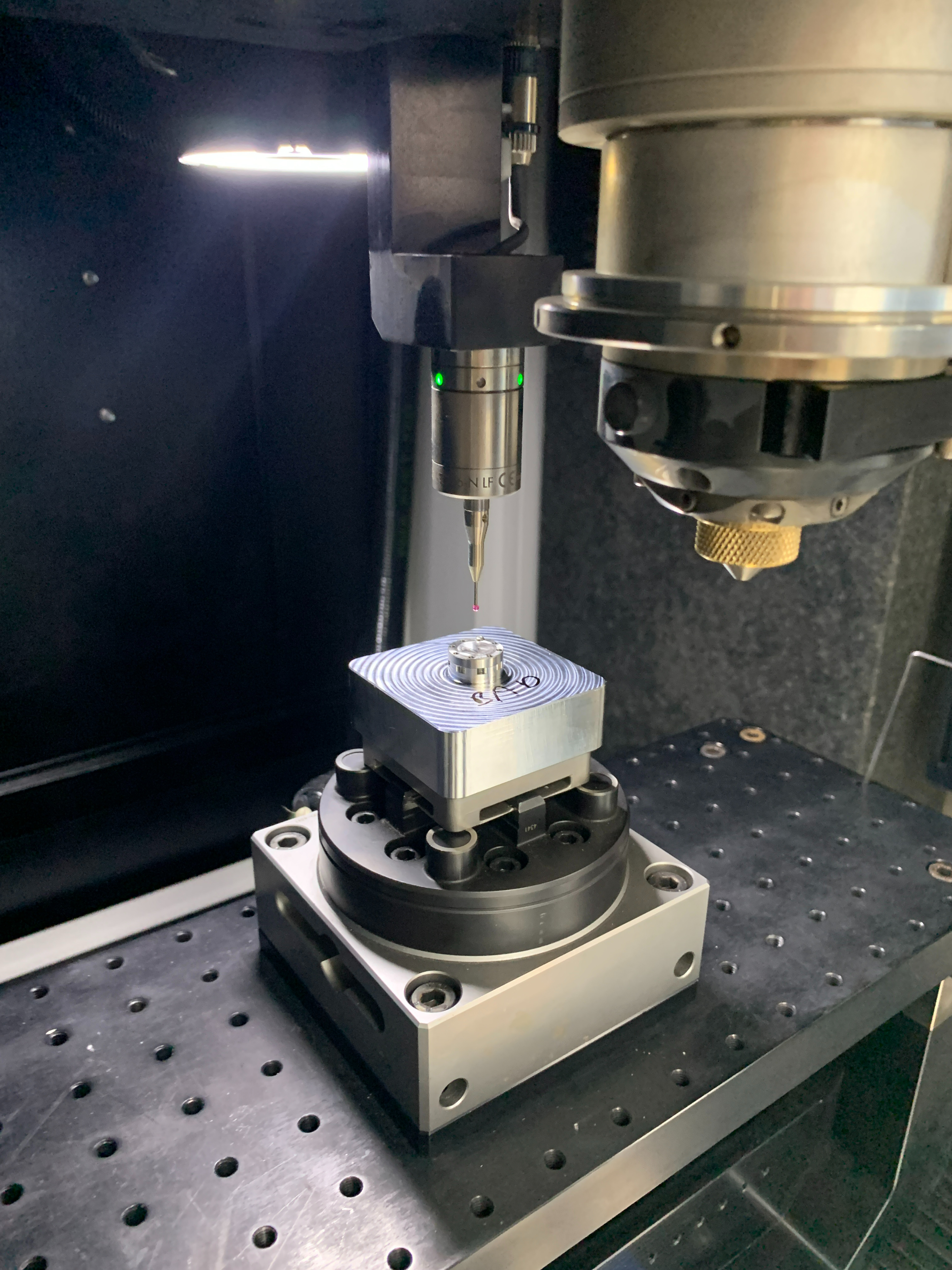
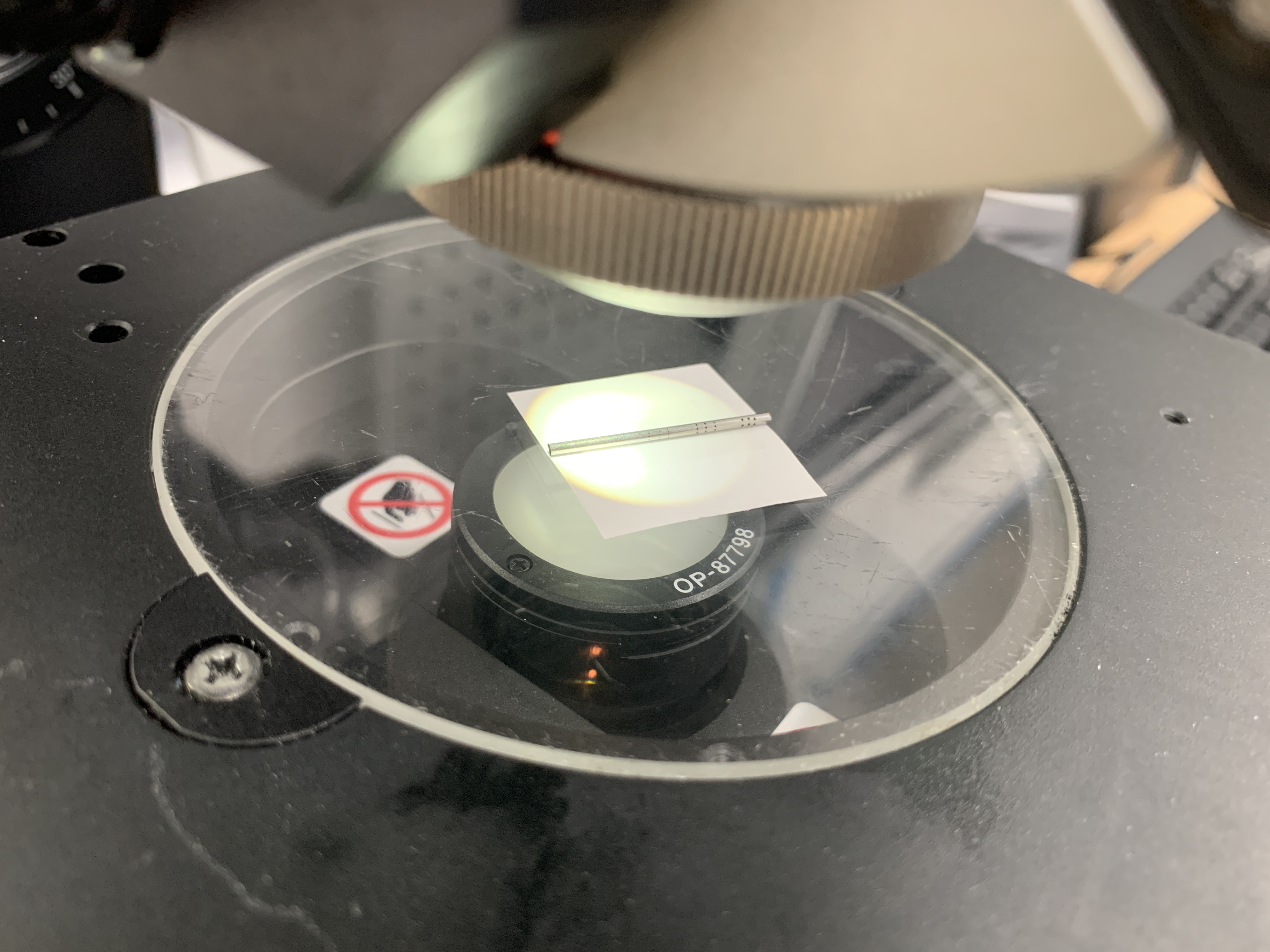
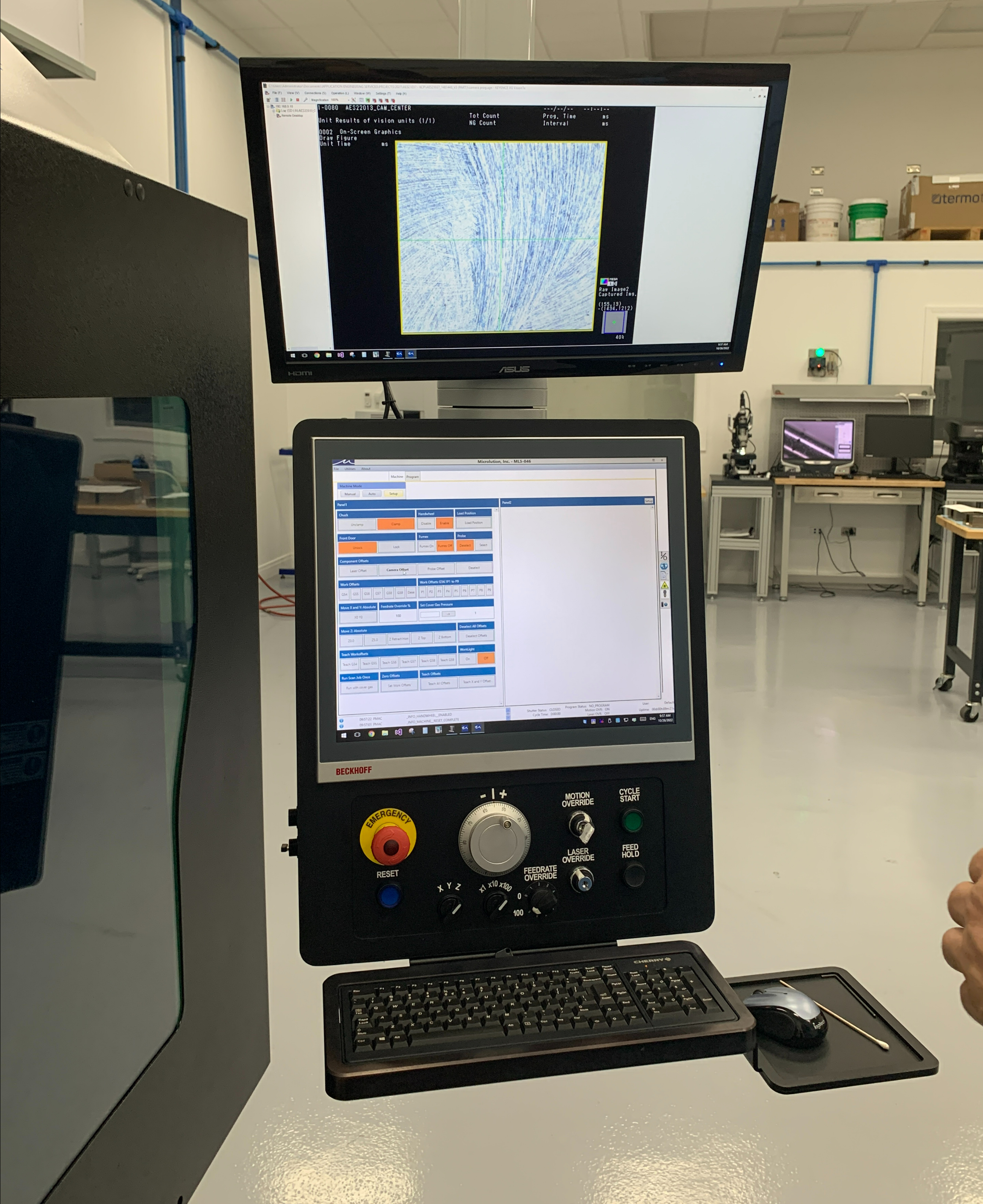
The shop’s ML-5 is equipped with a probe for part measurement in the machine. Nowobilski says if they are cutting a part that cannot be measured with the probe, the camera inside the machine can scan the surface of the part. “I can measure the hole to find the center, and the camera will take a picture of the center of the hole,” he explains. The picture is then displayed on the monitor above the HMI.
While holding tolerances typically in the 1- to 5-micron range, Sunlight-Tech’s micro-laser machines enable cutting of very small or blind holes and intricate shapes in metal and other materials. The shop mostly cuts stainless steel for its customers in a variety of industries. The technology, which can be fully automated, can often machine an entire part in one operation, eliminating secondary ops. It might also enable the company to enter new markets as well.
Cutting its Teeth on Micro-Milling
As a consultant prior to opening Sunlight-Tech, Nowobilski began working with a team of engineers at GF Machining Solutions/Microlution in 2012 on the company’s micro-milling machines, experimenting with cutting automotive stainless-steel parts. As customer requests evolved, the need for more space presented itself, and so did the need for CNC milling machines to complete secondary ops for some customers’ parts. The company moved into a larger facility with a shop floor and gradually purchased three Kitamura CNC milling machines, one Okuma lathe and a Micro Dynamics 4+1 axis CNC machining center. Hence, Sunlight-Tech was born.
In 2018, the shop purchased its first Microlution ML-5 five-axis micro-laser machine to enhance its capabilities. It used the machine for R&D for its customers, and two years later it invested in another one, only with three axes instead of five.

When Sunlight-Tech was gaining ground at the start of its business, it was outsourcing its parts for secondary ops. However, the turnaround time was too slow for its customers. So the shop opted to offer all operations in-house and purchased three Kitamura CNC milling machines as well as other machine tools.
Besides its two micro-laser machines, the shop now also houses a Microlution 5100 five-axis micro-milling machine. The machine is used to produce miniature parts that cannot be cut on the micro-laser machines as well as create fixturing for parts run on the ML-5s, according to Nowobilski.
All three Microlution machines — the two micro-laser machines and one micro-milling machine — sit in a temperature-controlled room behind closed doors at Sunlight-Tech. Quality equipment for parts produced on these machines include a Zeiss O-Inspect CMM and two Keyence microscopes, which are also kept in this room.
Unconventional Small Part Machining
Sunlight-Tech, which has built a customer base that includes many industries such as medical, watch, automotive and more, has micro-laser machining capabilities that go beyond the limitations of traditional CNC machines and EDM machines. The five-axis femtosecond laser on the ML-5 creates burr-free micro features other than round shapes on practically any material, while holding tight tolerances that cannot be achieved at most precision turning shops.
For example, normally holding tolerances between 1 to 5 microns, the shop can create positive and negative tapers and straight walls with the ML-5. It can also cut unique shapes on a part such as a circular entrance with an elliptical exit. Cutting squares, triangles, star patterns and other obscure shapes is also possible.
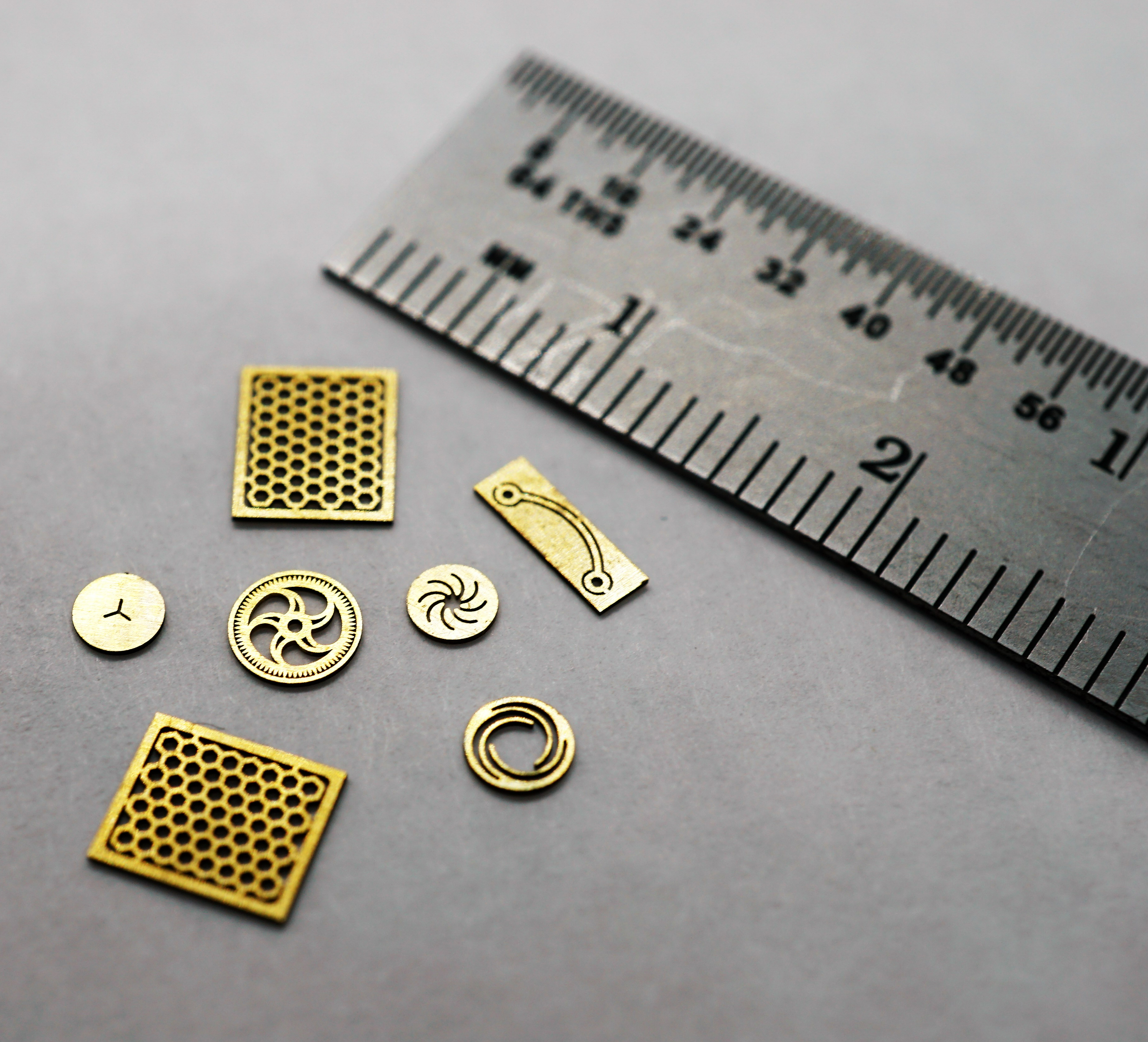
The greatest advantage to using the GF machines is the capability to create such complex shapes and the quality of the parts. Everything from watch gears and filtration systems to springs can be laser machined with tight tolerances between 1 to 5 microns on the ML-5.
While most laser machines have the capabilities of creating unique shapes, the ML-5 was created specifically for complex, microscale part machining at the speed of serial production. “This machine was designed from a blank sheet of paper for maximizing thermal stability and inertial stability with the goal of rapid acceleration,” explains Mike Lerner, head of sales, laser at GF Machining Solutions. “Rapid acceleration is what’s needed for producing small parts.”
However, because of the complexity of the micro-laser machine, they are not designed for high-volume batches that many precision turned parts shops produce. “We can do a couple of thousand parts in one batch, no problem,” Nowobilski says. “But if those batches go up to 100,000 parts, then that is something we don’t have the structure for.”
Unconventional Results
Sunlight-Tech benefits from the structure of the micro-laser machines in many ways that are unique to this process. According to GF Machining Solutions, this technology can be up to three times faster than conventional machining processes because of the lack of obstacles and pain points that often plague CNC machines by design.
For instance, the micro-laser machines have high accuracy and repeatability because the micro-laser process does not involve any traditional tooling, which means there is no tool wear. In fact, one laser can last five to 10 years.
The machining process also does not generate heated
zones within the machine. The built-in cooling system (which consists of fans, heat exchangers and cooling circuits throughout the machine) stabilizes temperatures for steady axis motion.
Also, the lack of metalworking fluids within
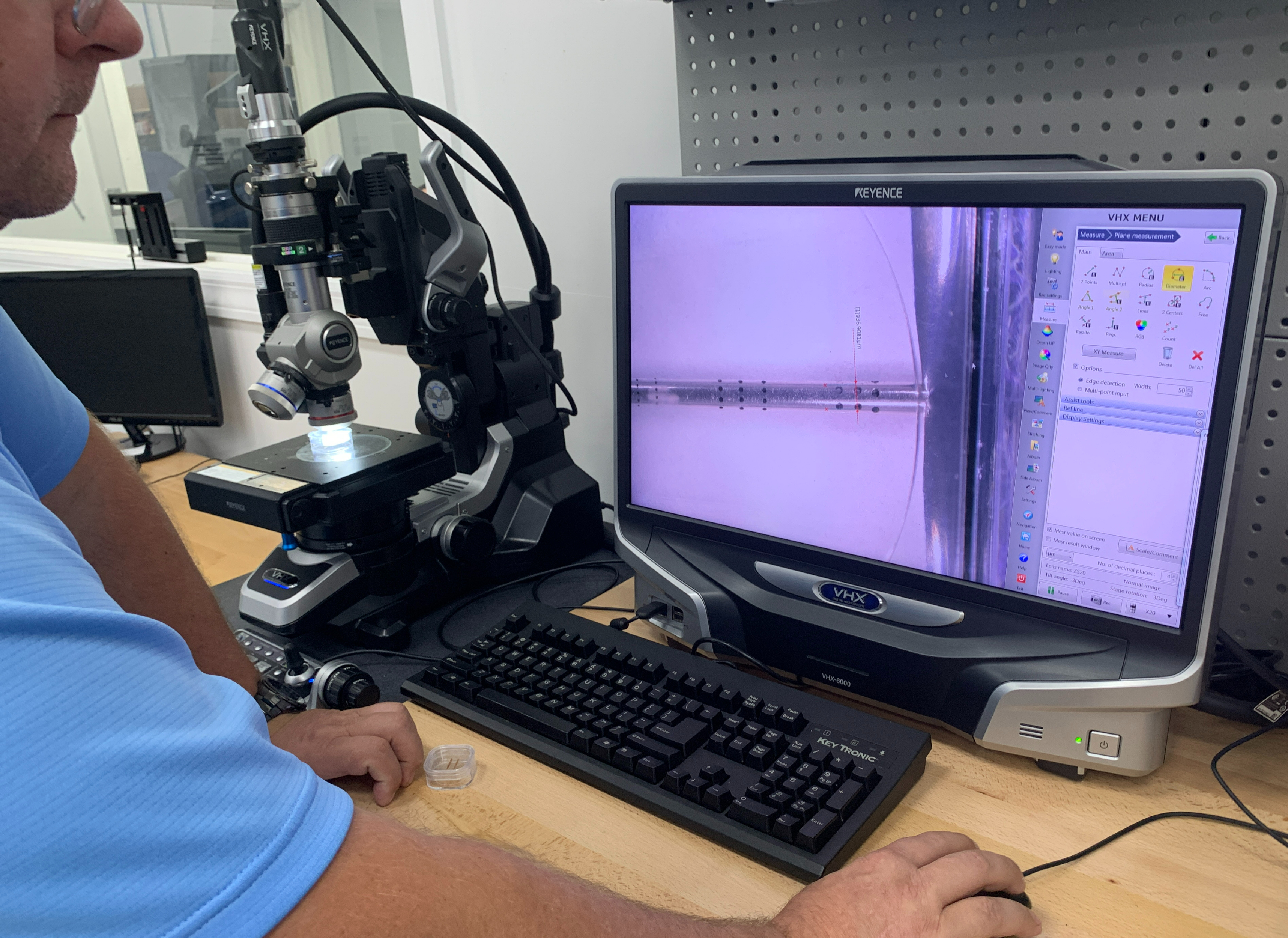
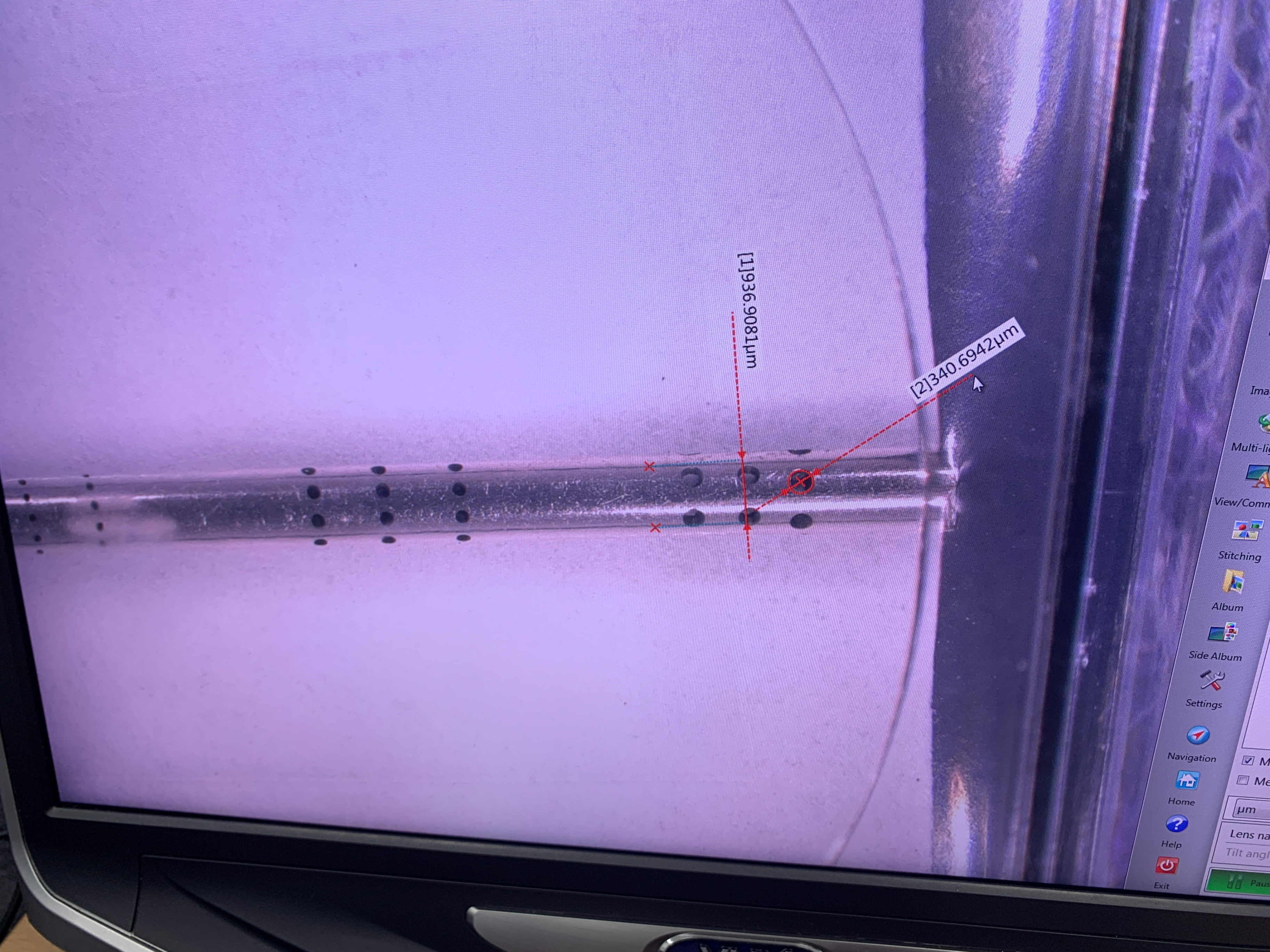
This small metal tube with tiny holes can be viewed clearly with one of the shop’s Keyence microscopes. The device measures hole sizes to ensure part accuracy for its customers.
the machine creates very clean parts. This is especially beneficial when machining sensitive parts that come with stringent cleaning specifications such as those for the medical and automotive industries.
The ML-5 also yields a better surface finish than CNC-machined parts, according to Nowobilski. The Z-axis movement in the machine equipped with the femtosecond laser delivers precise drilling, cutting and micromachining that traditional CNC cutting tools are not capable of generating. Plus, the five-axis motion within the machine can control laser tapering, resulting in burr-free parts.
3-Step Programming
Programming and setup for the ML-5 machines is more involved than programming a typical CNC machine, according to Nowobilski. There are three different programs to set up prior to machining. And, depending on the tolerances to be held, it can take days to set up the program to machine a single hole.
First, the laser must be programmed to proper settings, and it must know when to turn on and off. Next, the scan head that shapes the laser must be programmed. Third, the machine itself must be programmed using G-code to know the laser’s properties. Nowobilski explains that this setup process involves communication with the customer and Microlution engineers to create test cuts. Once Sunlight-Tech gets the green light after test cut inspection from the customer, then the shop begins to machine with the customer's material for best results.
This setup process can take days or even longer than a week to complete. Kelsey Humble, applications engineer at Sunlight-Tech, describes the typical time frame. “Getting down to 1 micron takes more time to make sure the machine is stabilized,” she says. “It can take four to five days for one hole at that tolerance. Submicron tolerances take longer, but is doable.”
Although there are three different programs to develop on the ML-5 micro-laser machines, Kelsey Humble says the Microlution software in general is user friendly. “Working with the programs, it makes it easier to go from one project to the next or start a new project because I’m able to use similar setups,” she says. She says this enables her to use her time more efficiently.
Although some tolerances customers require cause setups to be rigorous, Humble says the ML-5 is generally user friendly. She explains that transitioning from one project to another is simple on this machine because she can often use similar setups and the changes she needs to make can be done quickly on the HMI.
With a background in CNC machining, Humble was able to learn how to program and operate the machine in three months. “What impressed me about the machine is all that you can do with it,” she says. “There are so many options and changes you can make to the program. I haven’t even gotten a chance to play around with all the things available on the machine.”
Plus, with all the opportunities the ML-5s have afforded the shop, Nowobilski is planning to purchase more of these machines as soon as the ones he owns reach capacity. He believes the future success of the company lies in laser machining.
“We want to have a chance to go into different fields of engineering for military contracts and aviation,” Nowobilski explains.
GF Machining Solutions | gfms.com
Sunlight-Tech Inc. | sunlight-tech.net








Related Content

The Value of Mass Finishing, Shot Blasting for Aerospace and Medical Applications
The choice between mass finishing and shot blasting for CNC-machined parts depends on the specific requirements of the application.
Read More
Laser Technology "Turns" into a Turning Tool
This new technology uses a laser to act as a cutting tool to "turn" parts from solid barstock. This high-speed precision turning machine is especially useful for micromachining, enabling high accuracy for small, complex parts that are often delicate and difficult to machine when implementing conventional turning processes.
Read More
Some Assembly IS Required
This Colorado manufacturer added a separate facility dedicated to customer assembly work and inventory management to produce subassemblies and completed products primarily for medical customers.
Read More
Meeting Stringent Cleaning Goals With Modular Ultrasonic System
A knee implant manufacturer implements an advanced cleaning system that meets its tight cleaning requirements, including documenting, validating and tracing the entire cleaning process.
Read MoreRead Next

Laser Technology "Turns" into a Turning Tool
This new technology uses a laser to act as a cutting tool to "turn" parts from solid barstock. This high-speed precision turning machine is especially useful for micromachining, enabling high accuracy for small, complex parts that are often delicate and difficult to machine when implementing conventional turning processes.
Read More
Micromachining is About Precision
Holding tolerances on very small part features is not for the faint of heart. The skill is not only in the machining, but cleaning and inspection as well.
Read More
Femtosecond Laser Processing in the Medical Device Industry
Recent advances in the laser technology have brought improved capabilities for precision machining—no thermal effects and minimal post processing.
Read More