




Adaptive machining technology at Wolfram Manufacturing not only enables reliable unattended machining but automatically alters feed rates to minimize cycle times.
In terms of establishing a reliable unattended, automated machining processes, Nathan Byman maintains that having control over what’s happening inside the machine is just as important — if not more so — than what’s happening outside the machine in terms of robotic loading.
But even if there is no robot, does it make sense to have to have an operator at a machine checking and adjusting feed rates or listening in on a machining operation to possibly detect when a tool is starting to wear?



Byman is president of Wolfram Manufacturing, an Austin, Texas, contract shop that serves customers in industries such as aerospace, medical firearms and oil and gas. He says adaptive machining technology from Caron Engineering is vital for ensuring a reliable as well as optimized process that doesn’t require an operator to be stationed at a machine.
He became a proponent of this technology while working for another company before starting Wolfram Manufacturing in 2011. In fact, his shop has come to be a “power user” of sorts to the extent that, since 2019, it is a distributor, integrator and trainer of Caron Engineering products for the western half of the U.S. and invites other shops to its facility to see how that technology is used in a real production environment.
Trust the Process
Byman set up Wolfram Manufacturing to use equipment that could machine parts complete rather than running parts across multiple machines. To that end, its first machine was an Okuma Multus B-axis turn-mill. The shop has since added three Okuma LB 3000 turning centers, a Tsugami America S206-II Swiss-type, a FANUC Robodrill, a FANUC wire EDM and a broaching machine.

This is a rare sight at the shop: an operator at a machine tool. The adaptive machining technology is set up to send alerts only when operator intervention might be required.
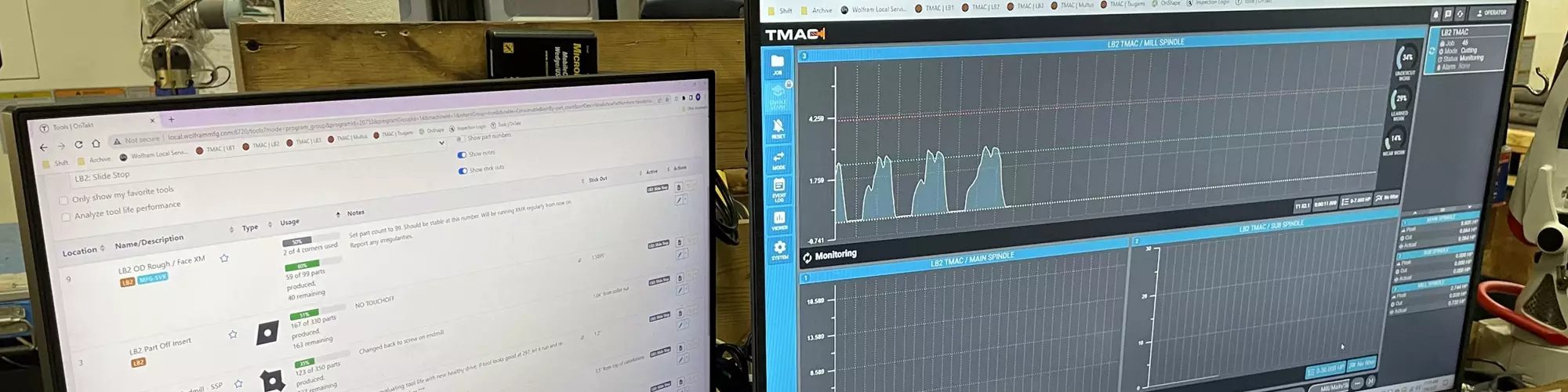
All machining centers feature Caron Engineering’s Tool Monitoring and Adaptive Control (TMAC) product. According to the company, TMAC is a real-time tool wear and breakage detection system that offers adaptive feed-rate control capability. It interfaces directly with a machine’s CNC and uses precision sensors, a dedicated high-speed data processor, and intuitive HMI to measure tool wear and give real-time control over cutting operations. By using the learned cutting data and defining thresholds, TMAC will calculate tool wear during cutting and automatically expire a tool when excessive wear is detected or issue a signal within 5 milliseconds to stop the machine and retract the tool in the event of breakage.
TMAC measures tool wear and detects breakage by monitoring true spindle motor power. It learns the optimum power for each tool and cutting section, and compares it to the user-defined limits to calculate wear as the tool is cutting. It operates on the principle that the power required to cut a part increases as the tool’s cutting edges deteriorate. In addition, TMAC increases the feed rate through low-power cuts and decreases the feed rate through high-power cuts and as tools wear.
The latest version, TMAC 3.0, offers an intuitive user interface designed to handle the complexity of the software while providing simplicity for the user. The web-based interface offers customizable user views with a display that can be accessed from any device (including smart phones) and enables monitoring multiple processes and even multiple machine channels simultaneously.
In Wolfram Manufacturing’s case, all that data is fed to the shop production management software it developed called OnTakt. Byman says the shop built OnTakt because he didn’t feel there was a software available on the market to meet the needs of a shop like his collecting so much data. OnTakt displays the minimum amount of actionable data needed to run the shop more efficiently and profitably.
For example, its main page tracks production of each machine in the shop. For each, a blue line represents production expectation over the course of a day, a green line shows the number of completed parts and a gray dash line displays how production is trending. A quick scan shows if the machines are on target production wise. It predicts daily productivity based on cycle time and previous part counts.
Nathan Byman explains that the OnTakt production management software the shop developed and now offers to others was designed with an interface that provides the minimum amount of actionable data needed to run your shop.
Vertical lines represent TMAC alerts such as a tool wear alarm. OnTakt was designed to send alerts only when it’s necessary for someone to take action, such as changing a tool. Real-time notifications are sent to personnel via Slack and Microsoft Teams.
Byman explains this software also features a Tools module which enables anyone in the shop to quickly visualize which tools need attention. That way, shop supervisors and operators can plan shifts with real-time visualization of upcoming tool changes. In addition, operators can view critical tool data such as stick-out length and offsets for minimizing setup and data transfer errors. Manufacturing engineers can also monitor tool life to identify unexpected changes to production processes, and programmers can gather historic and real-time data tool-by-tool to set limits for individual machines and programs. This module also enables the shop to set a target tool runtime and will notify operators which tools will need to be changed during the specified period.

Tool presetting is another form of automation at Wolfram Manufacturing. The shop is starting to add RFID tags to toolholders that will contain information such as tool offset and automatic tool changer pocket.
Additional Monitoring Capabilities
Caron Engineering offers other monitoring technology that Wolfram Manufacturing uses. ToolConnect is an automated tool loading system, with the ability to read and process tool preset data, barcodes and RFID tags to update tool information in a machine’s CNC. Autocomp uses data collected from measurement devices such as CMMs, wireless gages, laser micrometers and vision systems to calculate necessary tool offsets and automatically update those offsets in the machine’s CNC. Finally, DTect-IT uses precision sensors that monitor vibration, strain and power as a means of monitoring machine conditions using analysis software.
In one application, the shop also uses an in-machine surface profilometer from Blum-Novotest to measure the surface finish of a cylinder that must be machined using three tools (one turning tool and two end mills). The profilometer ensures the surface finish where there are transitions from one tool to another is within specification.
Automation Beyond Robots
The adaptive machining that Wolfram Manufacturing uses is a form of automation. And, while it does have a cobot from Universal Robots tending one of the LB 3000s and an Epson VT6L robot tending its RoboDrill, there are other forms of automation in the shop.

Vision systems enable automated measurement of complex components to speed and simplify inspection processes.
One example is a tool presetter from Omega TMM for automated tool measurement. Another is a Keyence vision system used to automatically measure complex parts to speed inspection processes. The goal with all of this technology is to minimize human interaction in as many phases of the manufacturing process as possible.
Wolfram Manufacturing, which has some machines running 24/7, is a good case in point with respect to that.
See What Lights-Out Machining Looks Like at IMTS
Establishing an unattended machining process that you’re confident will run reliably throughout the evening when nobody’s around can be a challenge. In booth 135736 at the International Manufacturing Technology Show (IMTS), Caron Engineering demonstrates technology that, when combined, can offer peace of mind when shutting off the lights and heading home for the evening.
There you can see a live demonstration of a Tsugami TMA8 from Tsugami America (formerly Tsugami-REM Sales) with a cobot from Universal Robots prepped for lights-out production. (An example of this cell is shown in the photo.) This includes:
- ToolConnect tool data management system which reads and processes tool-presetter-written RFID tags and 2D-printed barcode tags to automatically update tool information directly to the machine’s CNC;
- TMAC adaptive tool monitoring system designed to optimize cutting by measuring tool wear and detecting breakage in real-time;
- DTect-IT software that extracts data from a Blum-Novotest scanning probe that analyzes the surface of the part and determines any dimensional anomalies to ensure consistent part quality;
- Blum-Novotest LC50 Digilog laser that automatically measures rotating tools
- MiConnect technology flowchart-style programming that controls the interaction between the turn-mill’s CNC; and
- AutoComp software which automatically processes the measurement data from a Sylvac Scan25 vision gage to calculate and compensate offsets in the machine’s control.
Photo Credit: Caron Engineering









Related Content

High-Production Multitasking Becoming More Flexible
Rotary transfer machines remain well-suited for high-volume production, but are now more accommodating to smaller batch sizes.
Read More
Starting Small with Automation
Quick-change workholding and flexible robotic automation started this small shop on the path to success.
Read More
Precision Machining Technology Review October 2023
Production Machining’s October 2023 technology showcase includes some of the latest technology from Tungaloy-NTK America Inc., Renishaw, Walter USA, Seco Tools and Haimer USA.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read MoreRead Next

Shop Optimizes its Swiss-Turning Flexibility
Paramount Machine uses various Swiss-type lathes, some with a B axis, to produce parts more effectively than it did on conventional chucker lathes. Today, nearly every job under 1.5 inches in diameter runs across those machines even if the batch size is a mere 5 pieces.
Read More
RW Screw: Where Automating Processes is a Common Thread
This Northern Ohio contract machine shop increasingly integrates automation, in all its forms, as it adapts to the reality of a continually diminishing talent pool.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More