





Through-tool coolant delivery using coolant passages inside a tool can more effectively deliver coolant directly to the cut point during grooving and parting-off operations. Photo Credits: Arno Werkzeuge
Extracting the heat generated in the cutting zone is important, but it can be challenging for grooving and parting-off operations in which there is continuous contact between the tool and the workpiece. Cutting tool manufacturer Arno Werkzeuge, which supplied the information for this story, says that although a large part of the heat generated is dissipated in the chip, the temperatures in the cutting zone are enormous, causing problems for the cutting tool. The heat can reach temperatures in excess of 1,000°C, depending on the material, feed rate and spindle speed. This activates thermal processes that cause the tool to wear more rapidly. In extreme cases, the tool can even burn out after a short time. A more positive geometry and cutting speed adapted to the process might provide a superficial remedy, but this can reduce productivity.
High-volume, external flood coolant delivery remains a common practice for removing heat. However, Arno says its true effect is limited. In fact, the relatively imprecise and uncontrolled flooding of coolant or oil into the cutting process cools the chips instead of the tool’s cutting edge. In some cases, the high temperature differences at the cut point cause a thermal shock that fatally damages the cutting edge.



Alternately, through-tool coolant delivery using coolant passages inside a tool can more effectively deliver coolant directly to the cut point. And today, additive manufacturing (AM) technology can enable tooling manufacturers to optimize the shape of the internal coolant channels to enhance coolant delivery. One example is the Arno Cooling System (ACS) for the company’s SA and SE parting off, grooving and groove turning systems, which feeds coolant directly to the cut point.

AM technology can enable tooling manufacturers to optimize the shape of the internal coolant channels to enhance coolant delivery.
The ACS system is available in two versions. ACS1 uses a single coolant jet that is guided along the insert seat in a coolant channel and emerges directly at the cutting zone. The coolant is delivered under the forming chip, and breaks and flushes it out of the cutting zone. This reduces wear and prolongs tool life. ACS2 combines that same coolant channel with a second flow-optimized coolant jet from the bottom onto the tool flank. This coolant channel’s triangular outlet made possible by AM supplies coolant across the full width of the insert to its edge to provide an effective cooling effect with minimum consumption. Chips are shorter and the tendency for built-up edge insert conditions are greatly reduced.
Cutting tests show that this coolant method reduces temperatures approximately by half. As a result, the tool is exposed to much less stress and flank wear is reduced. Instead of having to reduce feed rates to protect the tool, more aggressive cutting can be performed with no reduction in tool life. Arno says users report that their tools last up to two to three times longer. Plus, fewer tool changes are needed, thereby reducing machine down time.
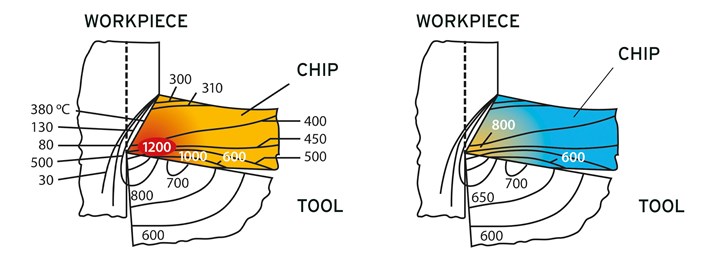
Arno ACS tools with through-tool cooling are said to reduce temperature at the cut by approximately half.
In addition, the company offers a VDI holding tool to match the toolholders and it feeds coolant to the holder without pipe or hose connections. For sliding headstock lathes, it recommends its AWL sliding heads tooling solution and AFC quick-change tooling system. The AWL toolholder system offers custom solutions for a wide range of sliding headstock lathe brands. The AFC quick-change toolholders are mounted on a fixed stop and the required insert can be fitted or removed via two quick-release clamping screws. Two separate cooling channels in the toolholder system can be opened or closed to permit tools with and without through-tool cooling to be used in parallel.








Related Content

Making Micro Threads
Production of micro threads can be challenging, but using the most suitable tools for a given application can simplify the task.
Read More
Data Matrix Codes Offer Cutting Tool Traceability
A company’s quest to discover errors in a manufacturing process has led to printing data matrix codes on its cutting tools that provide a wealth of information for both the user and this cutting tool manufacturer.
Read More
Tool Path Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s tool path can dramatically improve its ability to manage chips.
Read More
Parting Off: The Case for Standardizing on Sawing
The value of rotary saw cutting for parting off operations could boil down to simple economics paired with process efficiency gains.
Read MoreRead Next

Fast Change Tooling System Increases Spindle Uptime
This coolant-through tooling system replacement for the gang plate on a Swiss-type machine can save hours of spindle downtime per day as well as increase tool life and enhance chip control.
Read More
Extensive Tooling Offering Supports Precision Shop’s Success
Zahn GmbH relies on Arno-Werkzeuge for helping the company produce high precision parts using Arno’s customized cutting tools and optimizing its enterprise resource planning system (ERP).
Read More
5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More