




When avid cyclist and professional bike mechanic Gary Mailhiot decided to manufacture his new design for a bicycle’s bottom bracket, he was working at a bike shop and had no machining experience. But, with the help of friend and future business partner, Wes Wolfenbarger, and a nearby machine tool distributor, they solved a premature bearing failure issue that had plagued the bike industry.
Mailhiot’s idea for a new bottom bracket design was sparked when his new $5,000 carbon fiber bike showed up to the bike shop in 2013 with two plastic bearing housings to mate with a high-end titanium crankset. Knowing that a better design was in order, he wondered if a one-piece aluminum configuration would be a better alternative.



He consulted Wolfenbarger, a mechanical engineer who worked at a machine shop, about his idea for the new design. Excited about the prospect, the two worked on a prototype at Wolfenbarger’s employer at the time. Eventually, though, the two decided to create their own machine shop in North Little Rock, Arkansas, to manufacture bottom brackets in-house.)
A Bottom What?
The bottom bracket of a bike is the component used to connect the crankset to the bike’s frame, enabling it to rotate independently of the frame. The bottom bracket on composite bike is pressed into the frame’s shell and contains two bearings on each side.
The pair decided they could machine a thin-walled aluminum housing for the two bearings out of barstock tube. Then, the bearings could be pressed into each end of the tube to create a one-piece bracket offering improved concentricity between the two bearings.
Luckily, Wolfenbarger had a working relationship with a local machine tool distributor, TechMach (Rogers, Arkansas), that happened to have a Doosan lathe in stock at the time. After getting a feel for the machine at the

Because bottom brackets are not a universal size, the company now makes about 100 variations of what it calls the core module. Photo credits: BBInfinite
distributor’s location, the business partners decided the Doosan Lynx 220 LYA turning center should be their first purchase because of its 6,000-rpm speed. This high spindle speed is critical for holding the very tight tolerances that the thin-walled aluminum housing requires, Wolfenbarger explains.
Mailhiot then rented a 1,500-square-foot facility with TechMach’s guidance. The distributor also advised the business partners about power requirements, rigging services and a financing company. It was only the beginning of a successful adventure for this new startup called BBInfinite.
The company, aptly named for the product it manufactures (bottom brackets) and “Infinite,” as in “spinning forever,” quickly received a patent for its one-piece design, according to Wolfenbarger.
Problem Solved
Wolfenbarger explains most bike manufacturers use a two-piece bottom bracket that consists of two bearings, each in their own housing, with one on each side of the bike frame. But this design has been problematic because when one of the two bearings shifts (because of the uneven amount of weight put on both bearings), one of the bearings tends to wear out quicker than the other.
“Our one-piece design has been a great solution to premature bearing failure because we are able to control the bearing placement so much more,” Wolfenbarger explains. Also, this design makes it easy for the bike manufacturer or builder to press the assembly into the bike frame.
The company began making its bottom brackets for some high-end bicycle brands. Wolfenbarger says there was one brand that was known to have more problems with its bottom bracket than others, so they focused on selling to that company first. “We built up a catalog by adding new products to our website,” he explains. “And then we would create a new YouTube video for that product. And it just progressed from there.”
The Doosan Lynx 220 machines the thin-walled aluminum at 6,000 rpm, which Wolfenbarger says is an necessary speed for such delicate material holding tight tolerances.
Because bottom brackets are not a universal size, the company now makes about 100 variations of what it calls the core module. The variations range in diameter from 1-1¼ to 2 inches (36 mm to 50 mm). The stock is 3-ft. long, which usually yields about eight to 12 parts.
BBInfinite’s customer base has grown to include both high-end bike manufacturers and DIY folks who put bikes together in their garages. “Gary and I wanted to develop a system for these customers so they could install the bottom bracket themselves,” Wolfenbarger says. “And we would create a support structure around that.” Therefore, the team has recorded many YouTube videos over the years that contain clear installation instructions. The company also built a website and eventually used Shopify as an online store to sell its products.
Developing an Effective Machining Process
With the shop’s 20-hp Doosan Lynx 220 LYA turning center and TechMach’s knowledge of key performance accessories, BBInfinite proved that it is possible to consistently achieve the tight tolerances that were needed to machine the thin-walled aluminum shell for its bottom bracket assembly. The lathe consistently holds ± 0.00025 tolerance which, according to Wolfenbarger, is critical for machining very thin aluminum that for some of its customers is about 0.02-inch thickness, with a smooth surface finish.
Diamond tooling also helps achieve that quality surface finish, Wolfenberger says. After working with Sandvik Coromant inserts for past jobs at his former

Wolfenbarger stands at the Doosn Lynx 220, which machines the company’s bottom bracket tube in low volumes. Business is good for BBInfinite, even during the COVID-19 pandemic, as the bicycle industry boomed. Wolfenbarger predicted a supply chain shortage, though, and therefore decided to purchase the newest Doosan lathe, the Lynx 2100.
machining position, he already knew he would choose this tooling for the shop’s aluminum component. “I like to think that we’re building a Ferrari — we’re not going for high volume as much as we’re going for quality,” he says. “So, we look for the best tooling we can get to produce high quality parts.”
But, in addition, the machine tool as well as its accessories must work together as a system. BBInfinite says it has discovered the right combination of the following options for efficiency when machining its bottom brackets.
- Chip Conveyor: The company uses a Hennig (drum-style) filtering chip conveyor to keep the machine clean by efficiently moving the small and fine chips that the lathe produces out of the machine. This eliminates the need to manually remove chips from the machine..
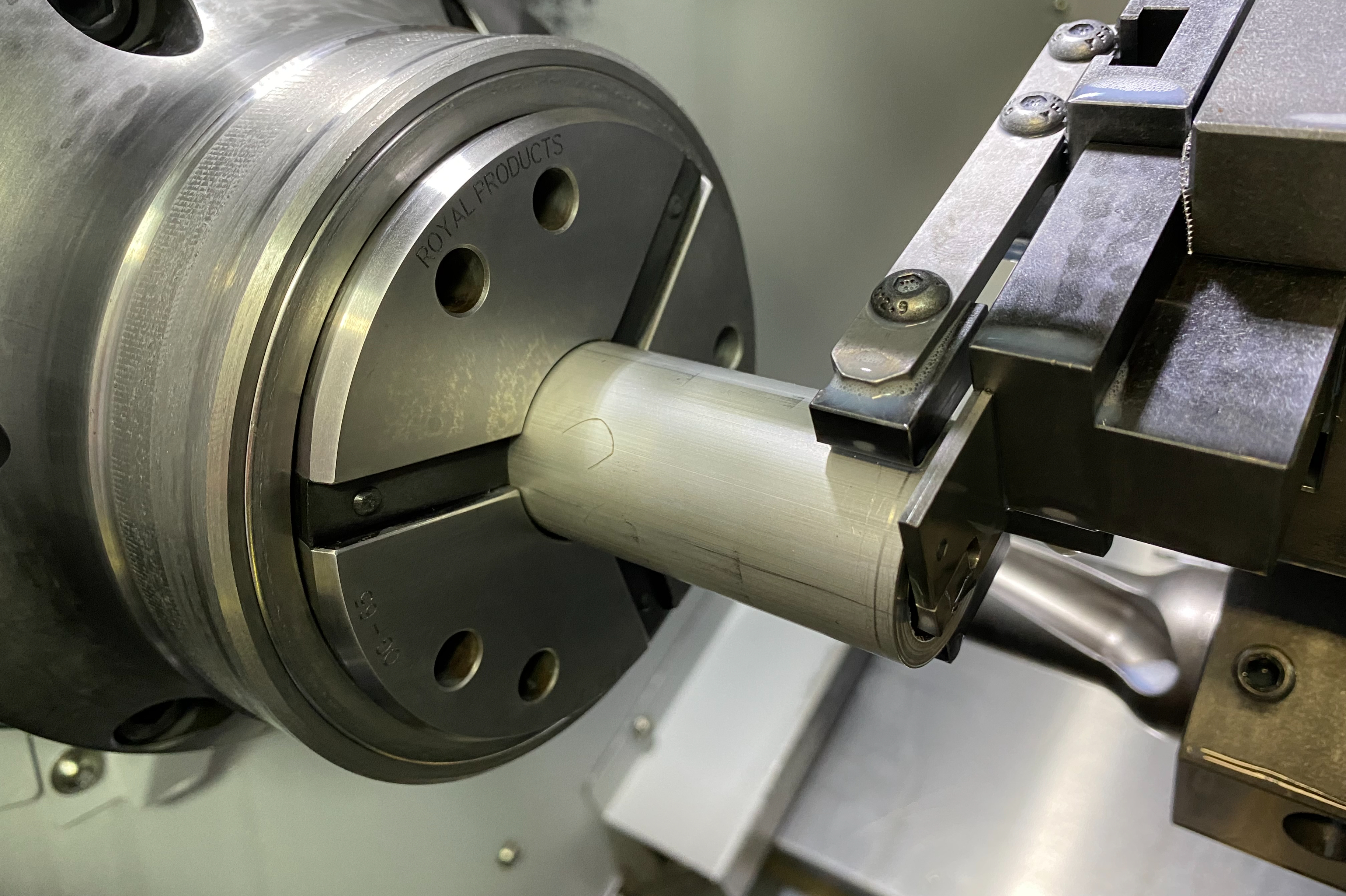
- Collet Chuck: The quick-grip collect chuck from Royal Products minimizes downtime while switching out collets when machining different part sizes, according to Zach Chimarys, sales engineer at TechMach, who works closely with BBInfinite. Also, the chuck has a high rpm rating that matches the machine’s spindle speed, he adds.
- Cutoff Bar Puller: The Lynx 220 is also equipped with a Royal Products bar puller that incorporates a cutoff tool. Chimarys explains that feature is a form of machine automation because it can machine parts without needing to open the door and manually pull out the bar for the next part to be machined, he says. “They can run a 3- or 4-ft.-long aluminum bar or aluminum tubing, and they can get multiple parts out of it without interruption from the operator,” he says.

BBInfinite’s one-piece bottom bracket design consists of a thin-walled aluminum housing for the two bearings that normally experience premature wear. The bearings are pressed into each end of the housing tube, offering improved concentricity between the two bearings.
After turning is completed, the unit’s cutoff tool parts off the workpiece from the bar. The unit’s puller then immediately grips the bar and pulls it into position for the next turning operation. Combining elements in this way uses only one turret station. It also eliminates the need to index a separate puller into position, which would decrease cycle time.
- Part Collection: To eliminate the chance of scratches caused by parts dropping into a traditional basket, Wolfenbarger and Mailhiot developed a ringing method to catch the parts. Wolfenbarger describes the process as basically a grooving tool that catches the hollow aluminum tube part. (Think in terms of a “ring toss” game at a carnival.) The part is captured there for the operator to collect after the part is complete.
- Mist Collector: With high-rpm machining, it is critical to implement a mist collector to capture the high output of mist and smoke that is created. Chimarys says this clean shop stays clean because of its LNS Fox WS 2 330 mist collector, keeping oil off the floor and the air clean.
Quality Control is Using the Right Software
Although he does not consider himself a machinist, Wolfenbarger operated the lathe at the shop’s inception because there was no one else to do it. Since then, however, the company has hired a machinist to run the lathe. But Wolfenbarger continues to program the machine offline in the CAMWorks

Verisurf mapping software program runs on BBInfinite’s Renishaw Equator 300 gaging system to increase the accuracy of the probe’s tolerance measurement on the thin-walled aluminum tube machined by the shop.
suite from SolidWorks using software reseller GoEngineer’s support team. He finds the software user-friendly because he can program the entire part offline, making intervention during machining unnecessary. He especially likes the plug-in that offers a library of the tools in his specific machine tool. From there, he can simulate the tools that are cutting the part and can fine-tune the program.
BBInfinite takes its quality control seriously because without ensuring there are no part-size miscalculations, the business partners would be out of business, Wolfenbarger says.
That is why its Verisurf mapping software program that runs with its Renishaw Equator 300 gaging system is so valuable to the business. The software increases the accuracy of the probe’s tolerance measurement on the thin-walled aluminum tube machined by the shop. He explains the probes, that look like spider legs surrounding a part being measured, touch the part while calculating its dimensions. It enables the shop to know how to adjust offsets to hold a size. And when a part needs to be scrapped, BBInfinite recycles the material.
Laser Marking and Assembly
After machining the aluminum tubes, the company outsources them to be anodized. Then, the shop does its own laser marking with its fiber laser marking machine from Derek Laser. The machine marks each tube with a QR code that includes customer instructions on how to install the bottom bracket on the bike. These

The in-house laser marking machine marks each tube with a QR code that includes customer instructions on how to install the bottom bracket on the bike.
paperless instructions help reduce packaging material as well and enables the company to update its online instructions easily when needed.
Press fitting the two (purchased) bearings, one on each end of the aluminum tube, is the last step of BBInfinite’s in-house assembly process for its bottom brackets.
Progress and Advice
The shop still only uses its one original Doosan Lynx 220, which it purchased at the company’s inception, to machine the aluminum tubes. However, the business partners have since purchased another Doosan lathe — the Lynx 2100 — which offers a slightly larger spindle bore to machine larger parts. This newer machine has enabled the shop to add Delrin spacers for a different product (which were previously outsourced) to its in-house production.
Possessing the proper equipment for a job certainly is necessary, but Wolfenbarger explains that to start a business, purchasing machine tools right away is not a must. He says marketing a product before it is actually produced can be equally important.
“If you're trying to start a machine shop, don't be overwhelmed by the fact that you can't afford a machine,” he explains. “Figure out a way to market yourself, find a way to make a website, find a way people can find you. So, when you do start making products, marketing it is not your next hurdle.”
BBInfinite | bbinfinite.com
DN Solutions (formerly Doosan Machine Tools America)| dn-solutions.com








Related Content

Shop Sets its Sights on Precise Tool Alignment
A Wisconsin shop has found that visual tool alignment technology has improved tool life and surface finishes for its Swiss-type lathes while increasing throughput as well.
Read More
6 Tips for Training on a Swiss-Type Lathe
There are nuances to training a person to effectively operate a Swiss-type lathe. A shop I visited a while back offers some suggestions.
Read More
Shop Optimizes its Swiss-Turning Flexibility
Paramount Machine uses various Swiss-type lathes, some with a B axis, to produce parts more effectively than it did on conventional chucker lathes. Today, nearly every job under 1.5 inches in diameter runs across those machines even if the batch size is a mere 5 pieces.
Read More
Pursuit of Parts Collector Spearheads New Enterprise
While searching for a small parts accumulator for Swiss-type lathes, this machine shop CEO not only found what he was looking for but also discovered how to become a distributor for the unique product.
Read MoreRead Next

Shop Grows its Multitasking Operations
Here's a look at what this shop's expanded multitasking capabilities have meant to its success and how it plans to continue building momentum.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More
Emerging Leaders Nominations Now Open
Here’s your chance to highlight a young person in your manufacturing business who is on the path to be a future leader moving your company forward.
Read More