





Have you purchased equipment knowing that it would be put to good use eventually, but at the time didn’t have a reason to buy it other than it was something you had been eyeballing? I had the opportunity to visit a machine shop that can answer yes to this question and is not at all regretting the investment. In fact, it has seen an increase in throughput for one high-volume machining job, and the automation team has learned a new skill that it believes will be advantageous for many future automated machine tending projects to come.
In 2018, management at Custom Tool Inc. (Cookeville, Tennessee) was curious about a technology that was foreign to the team members. Although the shop was no stranger to automation having an automated welding cell, it did not have experience with self-integration of a machine-tending robot. Therefore, with the sole intent to learn about robot integration for future jobs where automation might be beneficial, the team bought a robot arm and took its time to become familiar with how to program it, add end-effector components and interface it with a machine tool.



The team’s projection proved to be not only wise but timely. Shortly after its investment in the robot, the machine shop received an order that the team believed would benefit from automation. Management’s vision was eventually validated when this automation project performed beyond efficiently, providing more consistency, time savings, an increase in throughput and the ability to deploy operators at other machine tools on the shop floor where the human brain is necessary.
Was it Luck or Fate?
Some might say this story’s details fell into place so nicely that the shop must be “lucky.” However, the quote “you make your own luck” resonates here. Bob Young, vice president of Custom Tool, and his brother and president of the company, Gillen Young, keep their eyes open for automation opportunities. Therefore, to say this story I’m about to tell was luck is a stretch. But one could conclude that the stars were aligned for the shop, even though some obstacles were awaiting the team on its robot self-integration journey.
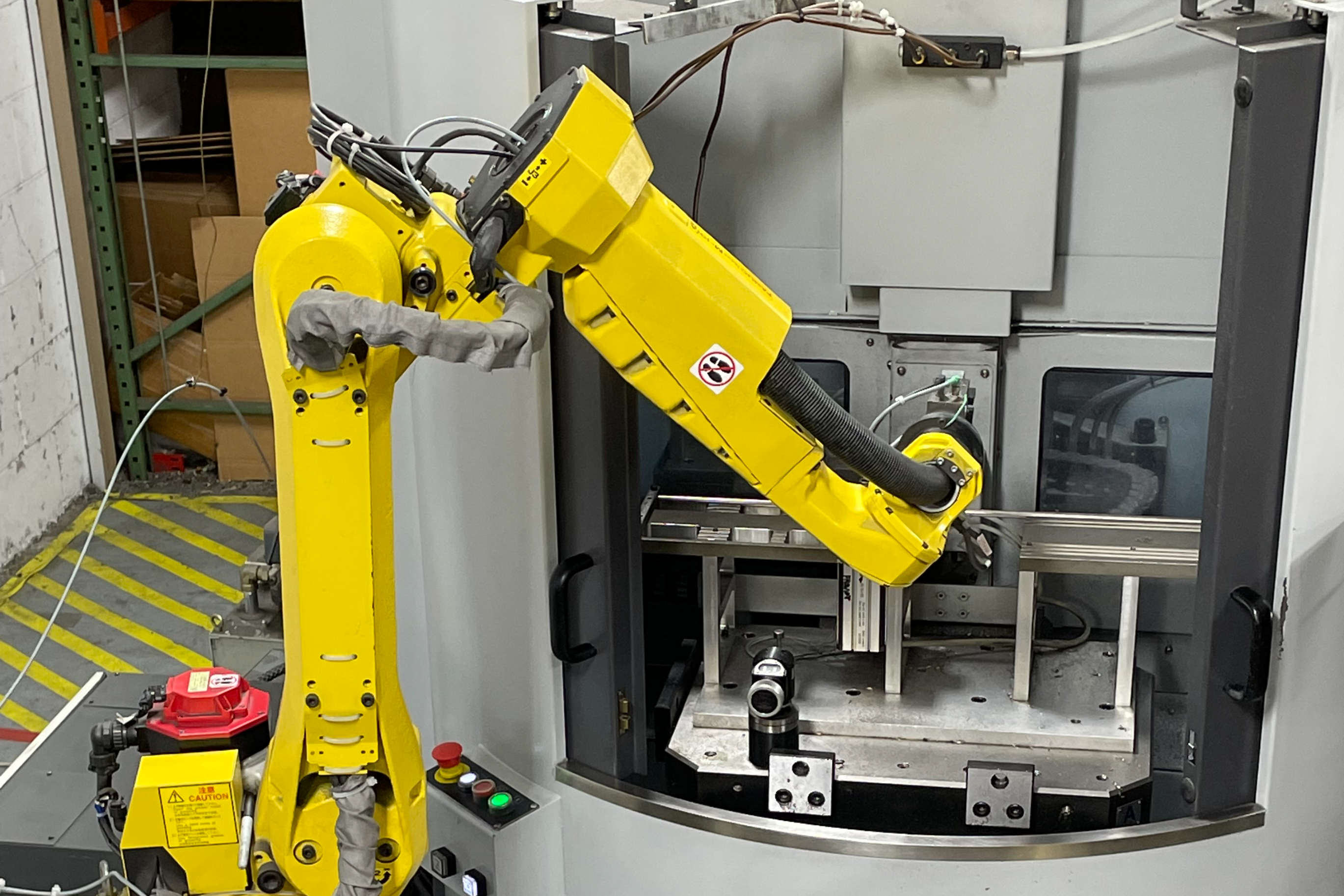
This robot machining cell consists of a FANUC M-10 six-axis robot tending a Hardinge Bridgeport V480 VMC. Automation takes out most elements of human interaction, although some operator monitoring is necessary. This setup frees up operators to do other necessary jobs on the shop floor at Custom Tool.
Although Custom Tool had not self-integrated a robot prior to 2018, the company, which serves mostly the aerospace, defense, medical and automotive markets, began automating when it added a bar feeder to an existing CNC turning center on its shop floor in 2008. Since then, it has been a big believer in lights-out machining on many of its machines. In addition, it

The Custom Tool automation team must remain flexible, as it learns that part order specs can change quickly. The robot machine cell originally produced 27” long tubes with a 5.5-mm hole on one side, but then the customer modified its order to a 34” tube. Also, the shop was told the holes could have no burrs after it had already begun manufacturing the order.
has automated some measurement routines for multiple parts that were machined overnight as well as data collection (see sidebar) for its homegrown production log planning strategy. Even though the majority of the shop’s work includes parts 2 inches in diameter and smaller, it sometimes branches out to satisfy a customer’s need. For example, it also owns a robotic welding cell once purchased to complete a specific repair job for a customer.
The next automation project presented itself when the shop received an order from a supplier to a tier 1 automotive company to drill stainless steel tubes for an automotive fuel system in 2018. Bob Young and the automation team, led by the company’s manufacturing manager and a 2020 Production Machining Emerging Leader, Clay Adcock, decided that the robot they purchased earlier that year solely to learn how to integrate it could be interfaced on a vertical machining center to create a cell that would be perfect for the high-volume part order they had received. The team ordered a Hardinge Bridgeport V480 APC VMC with a pallet changer to be paired with the prepurchased FANUC M-10 robot. The robot, they figured, would be a good fit for loading and unloading the workpieces for this application that requires consistency.
Although the idea of this automation cell seemed to be the solution, learning the ins and outs of the cell was not a fast or easy process. The learning curve had only just begun for the team, followed by trial and error. However, the result was worth the effort; management would not have done it any other way.
Self-Integration Process and Challenges
Once the VMC was delivered, it took the automation team at Custom Tool about eight months to figure out the integration process with the FANUC robot and get the cell running the way it needed in order to satisfy the customer’s part requirements. But, during the learning period, the company still had to fulfill the order that consisted of drilling a 5.5-mm hole on one side of 3/8-inch diameter stainless steel tubes that are 27 and 34 inches long, with volumes ranging to 250,000 parts per year.

The system needs precise part presentation from the “toothpick dispenser” that Custom Tool designed and created. The bin has sensors on it that let the control know when the bin is low.
Therefore, operators manually loaded and unloaded the VMC during that time, which got the job done, but was not as efficient as automation later proved to be. After the self-integration project was complete, and the automation cell was up and running, management realized an increase in consistency and a 20% increase in throughput.
“We do a lot of number tracking, not because we’re trying to play Big Brother, but we’re just trying to learn from that standpoint,” Young explains. “And we appreciate the hard work that the operator does on the front end of these machines, but it’s physical work. Even at their best efforts, we still couldn’t see the consistency that we were able to gain from the automation aspect of it.” He describes the newfound consistency that automation provides “like clockwork.”

Operator Andy Paul deburrs holes in stainless steel tubes after coming off the robot machining cell. The part will be used in an automotive fuel system.
The system needs precise part presentation from what Young has affectionately labeled the “toothpick dispenser.” This aluminum bin the Custom Tool team designed and created aligns the tubes to make picking up easy for the robot. The robot then loads tubes onto a fixture on the pallet outside the VMC’s machining zone, while the VMC drills fixtured tubes on the other pallet.
Once all the tubes on the pallet inside the machine are drilled, the pallet changer rotates to bring completed parts outside the machine and new workpieces inside the machine. The robot then picks each completed part, removing it from the fixture and places it in a material bin as the machine starts drilling the fresh workpieces. From there, each completed part is inspected and deburred, then moved to pack out.
Although the robot’s tasks sound simple, Young says his team found several large hurdles to a proper integration: fixturing, part presentation to the robot and programming the cell’s PLC.
These hurdles can be and were overcome but knowing the challenges ahead of time can help. He says the slightest movement of a fixture can cause the robot to not properly grip a part. Also, part presentation for the robot is important, but not easy to do precisely, as the robot demands. Every little detail of the process must be considered, he explains. For example, how the robot gets the material and then what the robot does with it when it’s finished.
For the PLC, Young explains that purchasing the software and understanding how it works is a huge undertaking as well.
Choosing the Right Equipment
When Young began the hunt for the end-of-arm tooling, he and his team decided to go with an electrically actuated gripping system from Schunk Inc.

Custom Tool uses an electrically actuated gripping system from Schunk Inc. versus a pneumatic one. Although there are pros and cons to each type, Bob Young believes the electrical version was the smarter choice for the shop.
versus a pneumatic one. Although there are pros and cons to each type, he believes the electrical version was the smarter choice for Custom Tool. The fact that an electrically actuated system requires fewer accessories was attractive because his goal was to keep the configuration as straightforward as possible. For example, the FANUC M-10 with electrically actuated gripping he describes as being “clean” with only a few cables, whereas a pneumatic system needs an airline, which complicates configuration.
The M-10 is a six-axis robot that is designed specifically for small work cells and can lift up to 12 kg. Young purchased the robot with a force sensor, which he highly recommends. Force sensors enable robots to detect force and torque applied to the end effector. This provides it with an almost human sense of touch. Surprising to Young and his team, the force sensor was not difficult to set up and use.
“We thought the force sensor would be one of the more challenging aspects, but it was fairly straightforward,” he says. “Sometimes we need to get over the barrier of what we think is not going to work.”
After the robot purchase and the order came in, it was time to search for the right machine tool for the job. The Hardinge Bridgeport V480 APC VMC was attractive to Young because of its pallet changing system that maximizes spindle uptime.
“It wasn’t about the size of the machine that was the driving force because we mostly make parts you can hold in the palm of your hand,” Young explains. “It was the ability of the machine to continue to cycle, index and process. It makes a very predictable process and great for scheduling and planning.”

The Keyence SZ-V Series area scanner offers a 27.56-ft. protection zone around the robot machining cell at Custom Tool. It delivers impressive sensitivity that has been known to sense a moth flying through the area that caused the robot to shut down.
Once the robot/machine tool cell was integrated, the robot was initially caged. But realizing there were better options for ease of use and machine access, the automation team decided to invest in a Keyence SZ-V Series area scanner as an alternative, after about a year of using the cage.
Young explains that the scanner was one of their best purchases because it saves space and time that it took to turn off the robot, open and close the cage door, and it generally improves the machining environment.
Also, the scanner’s sensitivity is impressive to the team. Young was astonished when he witnessed the robot shutting down one day after a moth flew into the scanner’s zone.
The Young brothers understand the importance of collecting data from their machine tools, too. So, when they implemented this cell, they also implemented MT Connect as the interface for gathering information from it feeds into their production log planning system.
Benefits of Self-Integration
Because of the time, skills and labor it takes to self-integrate a robotic cell, one might question why Custom Tool chose to go the “hard” route instead of hiring an integrator to do this challenging work. Young describes the dedication of doing the integration internally as an investment in future projects and a way to gain machining intelligence. He not only strives for the team to be able to self-integrate more robots for future jobs on the shop floor, but he says their do-it-yourself approach has forced them to get very familiar with the machines and robots, and understanding what is inside the control panel, including M codes and how all the components function together.

Although some of Custom Tool’s equipment runs lights out, Young decided not to run this robotic machining cell lights out. That's because the order is run using the customer’s material. Therefore, if there is a mistake during lights out that causes scrap, the company risks wasting the customer’s material.
Alternatively, if the company chose to work with a robot integrator, there is still a learning curve, Young explains. Along with considerations for integrating that the management would be a part of as well as the pains and challenges of learning about the equipment, once the integration is signed off it is the shop’s job to keep the cell up and running. Therefore, they figured it was worth their energy to take their time and self-integrate to know all systems inside and out. This option saves money on hiring an outside integrator.
As Custom Tool continues to grow and invest in capital equipment, Young only purchases machine tools that come with a robot interface to make it easier to integrate a robot when the opportunity presents itself again.
Prepared for Growth
With a full intention to grow the automation segment of Custom Tool, Young now feels that his business is prepared to take on more of these jobs because of his recent investments in machines with robot interfaces. “If the machine is ready, we just need to program the robot and figure out material handling,” Young says. “We’re already set up to make an integration.” He adds that, at his shop, he never knows what job might be coming next.
Having an automation mindset means that the company is always looking at automation as a possibility for any order. In fact, Young says he fully expects that if the job trends he is seeing now continue, in 12 months from now he will be talking about another integration project.
With the self-integrated cell now well established, the company can run it 14 to 16 hours a day, five days a week, with only light operator tending to monitor the job. Will the team reach its goal to run the cell 18 to 20 hours a day? That is dependent on the material availability from the customer.
Custom Tool Inc. | 931-432-6609 | customtoolinc.com
Harding Inc. | 800-843-8801 | hardinge.com
FANUC America | 800-477-6268 | fanucamerica.com








Related Content

Unattended Production Takes More Than the Most Capable CNC Machine
Process planning and reliable peripherals are key to successful lights-out manufacturing.
Read More
High-Volume Machine Shop Automates Secondary Ops
An Ohio contract shop added a compact, self-loading CNC lathe to perform unattended secondary ops on a part for a key customer rather than running it on a manually loaded chucker.
Read More
Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
Read More
Tips for Troubleshooting and Repairing Chip Conveyors
A nonfunctioning chip conveyor can cause a high-production machine to be down for an extended period of time. Here is some troubleshooting advice if you’re having issues with your chip conveyors.
Read MoreRead Next

Robotic Cell Cuts Cycle Time, Improves Part Quality
Sew-Eurodrive Inc. worked with Okuma America’s authorized systems dealer to design an automated cell that includes an automatic magazine bar feeder that loads 6-ft. lengths of barstock into the machine. The shop also switched to an Okuma twin spindle, twin turret turning center so all of the machining operations are completed in one setup.
Read More
Emerging Leader Strives to be an Ambassador for the Trade
“When we have shop tours for students and instructors, sharing the company’s journey and sharing my experiences over time is important,” says Clay Adcock, production manager at Custom Tool and a 2020 Emerging Leader.
Read More
A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More