
Monitoring Tools On A Rotary Transfer Machine
For this precision machining firm, tool monitoring is extending tool life, improving machine uptime and reducing cycle times.


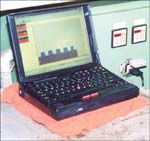
This laptop provides a window to what is happening at four tooling stations on a machine. To check the status of a tool in any of the stations monitored, the operator must plug the laptop into the corresponding RS232 port on the right.
Some newer versions of the Techna-Check monitoring module have an integral display that allows the user to monitor any of four tools by pressing the appropriate keypad or all four tools simultaneously. The newer versions also provide networking opportunities.

When the tool monitoring system triggers a stop on this rotary transfer machine, an alert appears on the laptop display and also on the machine's pendant control (a red band is seen at the top of the display).

When this small-diameter drill dulls to a predetermined extent, the tool monitoring system stops the rotary transfer machine, avoiding drill breakage and damage to production parts.

This laptop computer, viewed by Mitchel & Scott's plant manager, Jim Mitchel (left), and manufacturing engineer, Jim Byrum, serves as the window of a tool monitoring system that detects broken, missing or worn tools on one of the company's rotary transfer machines.
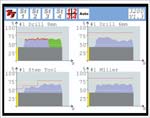
This drawing shows the type of information provided by the tool monitoring system's display. The system monitors the power consumption of a tool's spindle motor. As the tool wears, power consumption increases. The user can set limits that, when reached, trigger the machine's shutdown, preventing drill breakage.
Mitchel & Scott (Indianapolis, Indiana), a division of The Mitchel Group, is a precision machining firm that specializes in complex machined components and assemblies for diesel engines. The firm is always looking for better, more efficient, more cost-effective ways to produce customers' parts to stay competitive.
The company used to machine a diesel engine part in several operations on different production machines. It blanked the part on an Acme-Gridley multispindle, transferred it to a Brown & Sharpe to machine the back end of the part, moved it to a drill press for cross-hole drilling and then to a broaching machine for slot broaching. The firm heat treated the part at its in-house heat-treating capability and finally ground it to meet demanding dimensional and finish requirements.



To improve machining efficiency, Mitchel & Scott moved the job to a Rismatic rotary transfer machine, consolidating all early operations on one machine. The move resulted in significant savings in setup, labor, handling and inventory costs. While the move to the Rismatic solved a lot of problems, it gave rise to another: Tools were breaking on a regular basis, and each time one broke, the operator had to stop the machine to replace it.
"The part calls for deep hole drilling using small-diameter drills," explains Jim Byrum, manufacturing engineer for the company. "We're talking hole depths of 10, 15 and sometimes 20 times the diameter. We were breaking as many as ten drills per shift. Every time it happened, the operator had to replace the broken drill, separate the scrapped parts from the good parts—in some cases, the broken drill tip might be embedded in one of the parts—and get the machine back into production. The routine takes about 5 minutes, so we were losing almost an hour of production time per shift because of tool breakage. The machine was equipped with a broken tool detector, so we knew when a drill broke, but we didn't know why. The best we could do was to make an adjustment and hope for an improvement."
Wanting to further improve the process, the firm also began running the job on a rebuilt rotary transfer machine from Hydromat (St. Louis, Missouri), which it equipped with a Techna-Check tool monitoring system from Techna-Tool Inc. (Hartland, Wisconsin). Unlike the tool breakage monitor mounted on the Rismatic, the monitoring system is a non-contact system that monitors the electrical power consumption of the spindle motor driving the tool. Like the tool monitoring system on the Rismatic, the system detects broken or missing tools. However, it also detects increases in power consumption that occur as a tool dulls and requires additional torque. Thus, the system can be used to monitor tool wear, permitting worn tools to be replaced before they break and adversely affect hole quality.
How does the system work? Once activated, a built-in "teach" function enables the system to learn the power profile of a "good" tool. At the same time, it automatically establishes parameters to monitor for idle power (the tool is rotating but not yet cutting) and missing, worn and broken tools. The parameters can be adjusted by the operators at any time by using the software that came with the system.
The system's monitoring module has an integral screen or is connected to a laptop computer that displays the exact power used by the tool for cutting. The image shown in the accompanying diagram approximates the real-time image shown on the screen. When the tool becomes dull and the power curve reaches the "worn" limit, a red "worn" fault lights on the monitor and the rotary transfer machine shut down. (The company also has a "blunt tool" message that appears on the machine's pendant control.) Similarly, if a tool breaks or if the spindle is about to crash, an instantaneous energy peak is created, triggering a "break" fault and shutting down the machine. If the operator removes the worn or broken tool, but forgets to replace it with a new tool, the system senses that less spindle energy is being used than required for a "good tool" profile and triggers a "missing" fault, again shutting down the machine before the missing tool can cause problems at downstream stations.
Although Techna-Check is a production monitoring tool, Mitchel & Scott used it as a setup tool as well. "When we're setting up a job on the Hydromat, we use the system to get our drills dialed in," explains Plant Manager Jim Mitchel. "Using the display, we can set the feeds, the number of pecks, the pecking depth, and so on, according to the load changes on the spindle motors. With the display, we can literally see how minor setup changes affect loading on the tools. We can get the setup right the first time instead of having to worry about adjustments once we're into production."
The tool monitoring system fits right in with the firm's search for ongoing improvements. "Instead of having to replace broken drills with new drills on a regular basis, we remove the tool when it has worn to a certain point," Mr. Mitchel notes. "We can regrind and reuse the worn tool several times, maximizing its useful life.
Because the technicians can "see" the load imposed on the cutting tool at various stages of the machining cycle, they can frequently adjust the process to reduce the stress on the tool, according to Mr. Mitchel. "That not only reduces the likelihood that the tool will break, but it also allows the tool to run longer before it dulls. That increases the uptime on the machine. We are getting 15 percent better uptime on the Hydromat equipped with the tool monitoring system than we get running the job on machines without tool monitoring."
When the firm started running the part on the Hydromat, it was also able to reduce its cycle time. "The diameter and depth of the hole essentially determines the cycle time for this part," Mr. Mitchel explains. "The tool monitoring system on the Hydromat allowed us to adjust the feed rates so that we were able to achieve with two drills what we need three drills to do on the other machine." They are not only drilling the bore in one less station, but a full second faster as well. That translates to a 1-second reduction in total cycle time, which is a significant savings on a rotary transfer machine.
"We have gone from a situation where in a run of 5,000 pieces, we must shut down the machine five to eight times to replace broken drills, to a situation where in the last 2 days, we've run 8,000 pieces without a broken tool," Mr. Mitchel notes. "The machine stopped twice in response to a dull tool signal, but we simply replaced the dull drill with a resharpened drill and resumed operation."
When a drill breaks, there is always a possibility that the tip of the drill will be embedded in the part. "Since the part is still in the machine, the operator must follow that part and catch it when it exits the machine to separate it from the good parts," Mr. Mitchel explains. However, an operator may fail to catch the bad part, causing it to get through to the customer with disastrous consequences. For example, the part could be an engine component that, because of drill breakage, is missing a critical oil passage. Failure to provide needed lubrication to a moving part can result in premature failure of the engine. "By avoiding drill breakage in the first place, as we are doing with the tool monitoring system, we add an extra measure of assurance that only good parts get through to the customer," he adds.
Mitchel & Scott's experience with the Techna-Check system has been so positive that the firm is considering purchasing an additional system for at least one other rotary transfer machine. Mr. Mitchel reports that the savings in machine uptime and tool replacement costs far outweigh the cost of the system. While the system was developed primarily for tool monitoring, Mr. Byrum adds that it can be used to analyze the performance of any machine with an electric motor in the shop. "You can use it on a coolant pump to determine when a filter is getting dirty or on a chip conveyor to protect its motor from overload situations. The applications are endless. I would like to see the system on every motor in the shop," he says.








Related Content

Keeping Watch on Small Parts
From watch parts to exotic medical applications, this shop takes on the world of micromachining.
Read More
Lone Shop Machinist Benefits From Five-Axis CAM Modules
This California shop owner applies five-axis strategies for more efficient milling of parts with challenging geometries, free-form surfaces and deep cavities.
Read More
Standard Control Functions with Swiss-Types in Mind
Features in this line of machine-specific CNCs assist setups, offer synchronized movement commands and provide other standard, not optional, capabilities to streamline Swiss-type programming.
Read More
Avoid the 7 Deadly Sins of Manufacturing
Identifying and preventing these manufacturing sins will reduce or eliminate unnecessary waste, improve efficiency and productivity as well as protect profitability and cash flow.
Read MoreRead Next

A Tooling Workshop Worth a Visit
Marubeni Citizen-Cincom’s tooling and accessory workshop offers a chance to learn more about ancillary devices that can boost machining efficiency and capability.
Read More
5 Aspects of PMTS I Appreciate
The three-day edition of the 2025 Precision Machining Technology Show kicks off at the start of April. I’ll be there, and here are some reasons why.
Read More
Do You Have Single Points of Failure?
Plans need to be in place before a catastrophic event occurs.
Read More